NX加工清根驱动碰撞检查里的“使用2D工件”用法
深腔模 清根 分刀长
深腔模在清根时得分刀长控制,比如R3球刀。分30刀长 和57刀长(用D28加长杆夹持)。 那么30长加工完成后。怎样让57长的刀继续加工呢。 下面介绍一下清根里的 碰撞检查里的 使用2D工件。

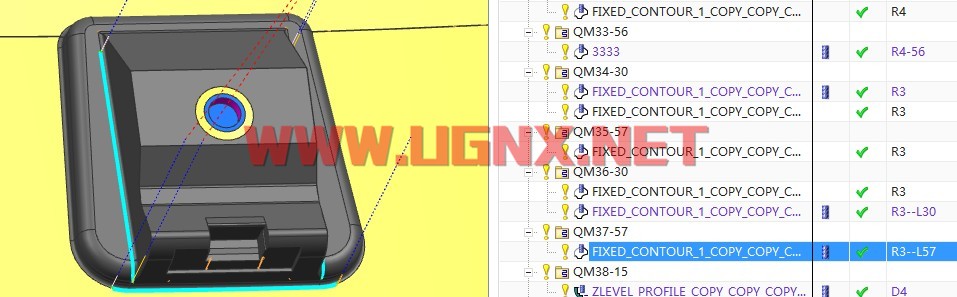
1.图示黑色的部分都要清根。先建立两个程序。一个是R3-30 程序。另一个是R3-57程序。(这两个程序必须属于同一个WORKPIECE下,不能是msc-mll坐标)

,把30长的刀放到57长刀 前面。不能放到后面。

把R3-30程序。检查刀具和夹持器打开。夹持器碰撞距离设置2毫米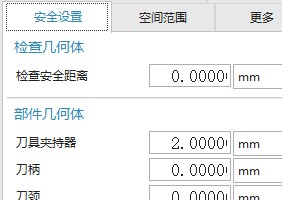 计算刀路得到
计算刀路得到

和夹持器碰撞的刀路过滤掉了。
然后再把R3-57那个程序的碰撞夹持里的使用2D工件打开。

。然后夹持器碰撞 距离设置2。计算出的刀路为
完美结合

1.两个程序属于同一个workpice
2.刀短的放到前面的程序组。
- 发表于 2018-08-11 13:37
- 阅读 ( 14846 )
- 分类:NX编程(三轴)




quguang
5 篇文章
