UG NX12.0顺序铣命令基本参数说明
顺序铣是UG工序中设置比较繁杂的一种,在论坛里搜了下没有太多的资料,今天用一个案例简单分享一下,抛转引玉,希望能把大家引进门,如有错误请指正。参数比较多只说下必须设置的一些。
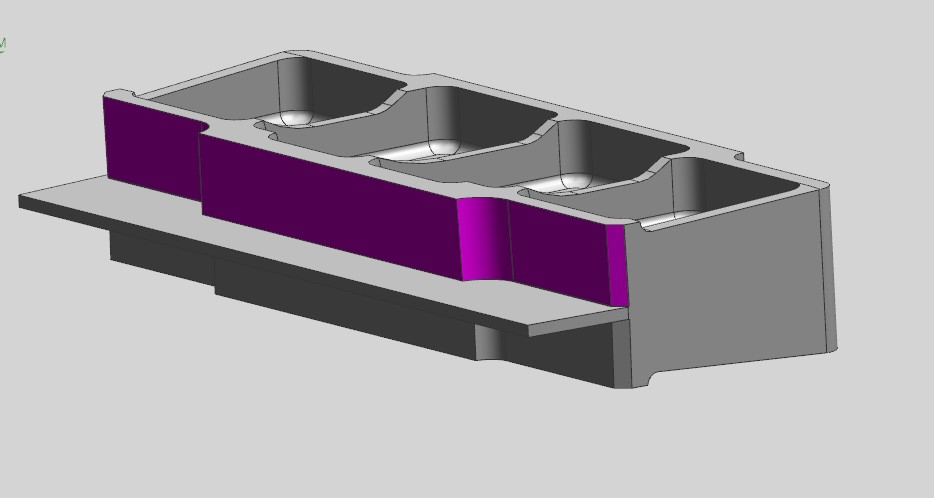
图形如下加工紫色面,与底面夹角为89度:
进入加工模块,选择顺序铣,要先选好刀具,里面没有设置刀具的地方:

确定后,进入顺序铣对话框,公差根据需要修改,其他可不动,点击确定:
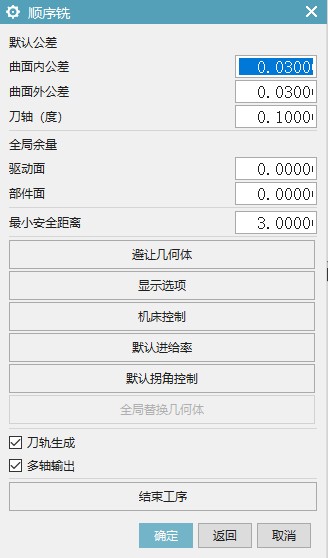
1、确定后,弹出如下对话框(从这里开始是重点):

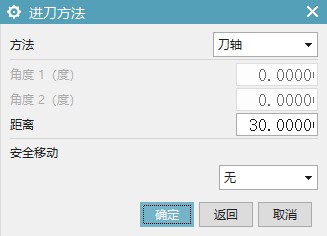
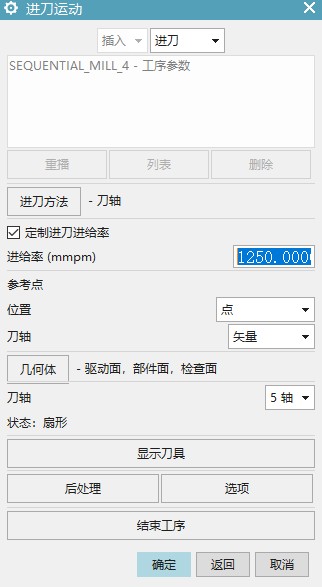
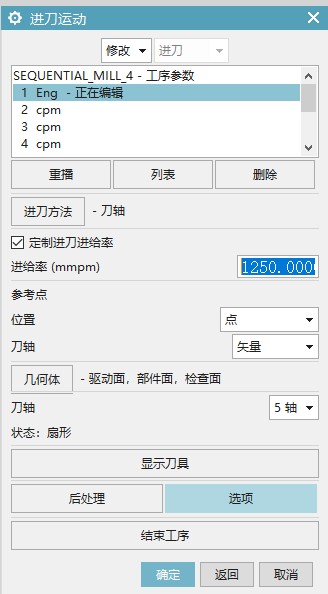
顺序铣顾名思义就是按照顺序进行铣加工,整个刀轨都是一条一条手动做出来的,这里看到的是进刀运动的设定,点击“进刀方法”,在进刀方法里面,这里设定的是进刀的方向,我们可以根据需要选择,这里选择“刀轴”就可以,(选择刀轴之后,刀轴的具体角度在后面会设置),也能选择矢量,给个安全距离:
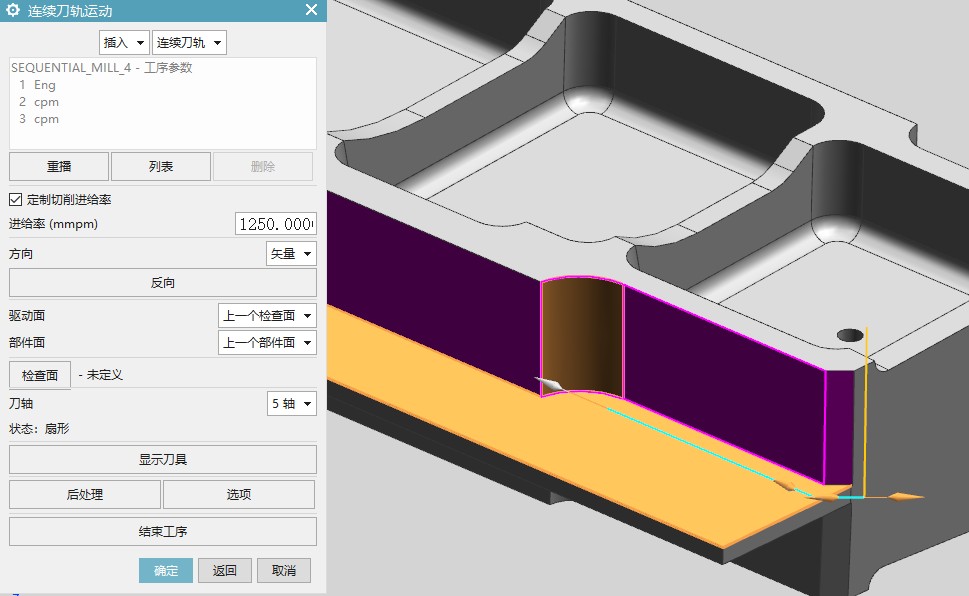
2、点击“确定”,出来后把进刀的进给率给一下,(可给可不给):

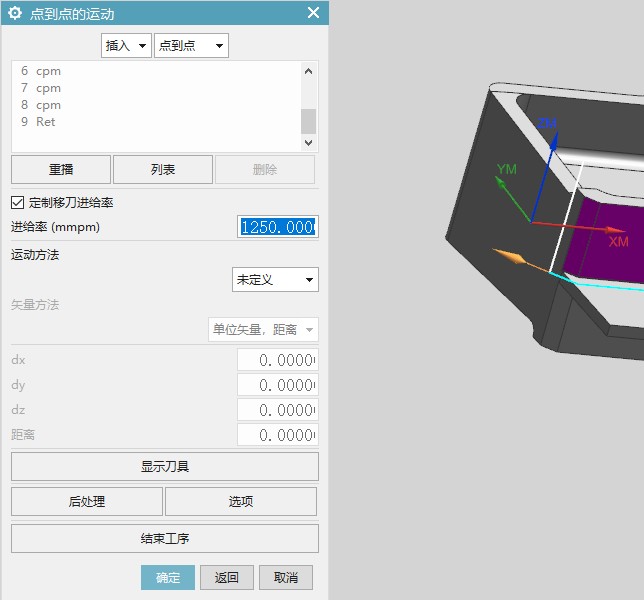
3、点位置后面的下拉菜单,选“点”,设置进刀位置,这个在进刀处空白地方点一下就行:

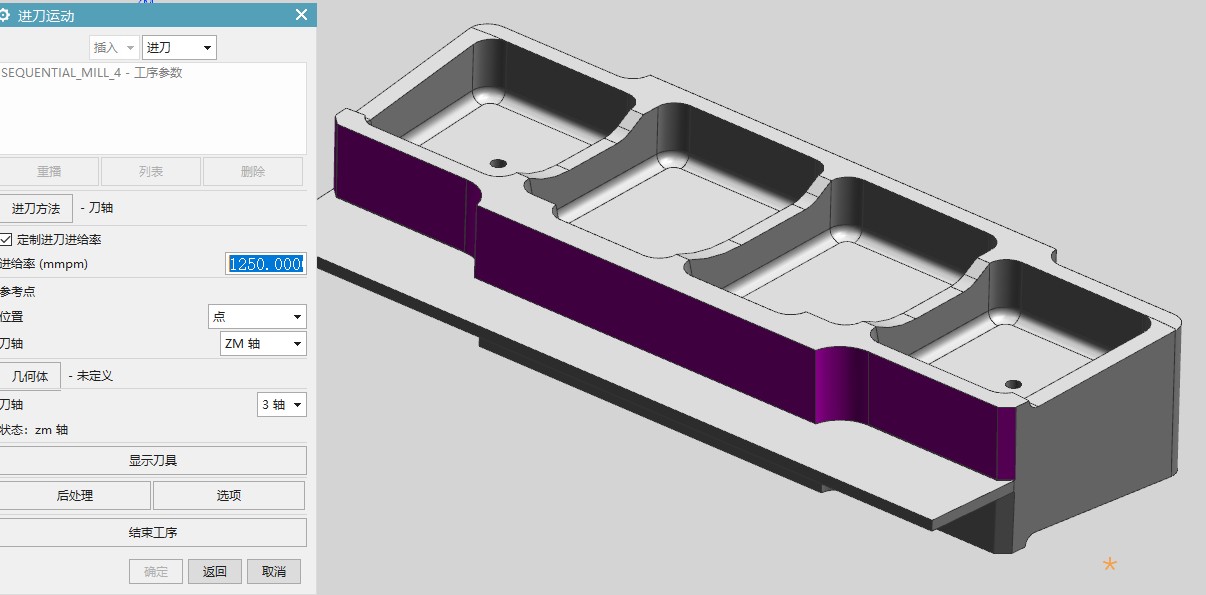
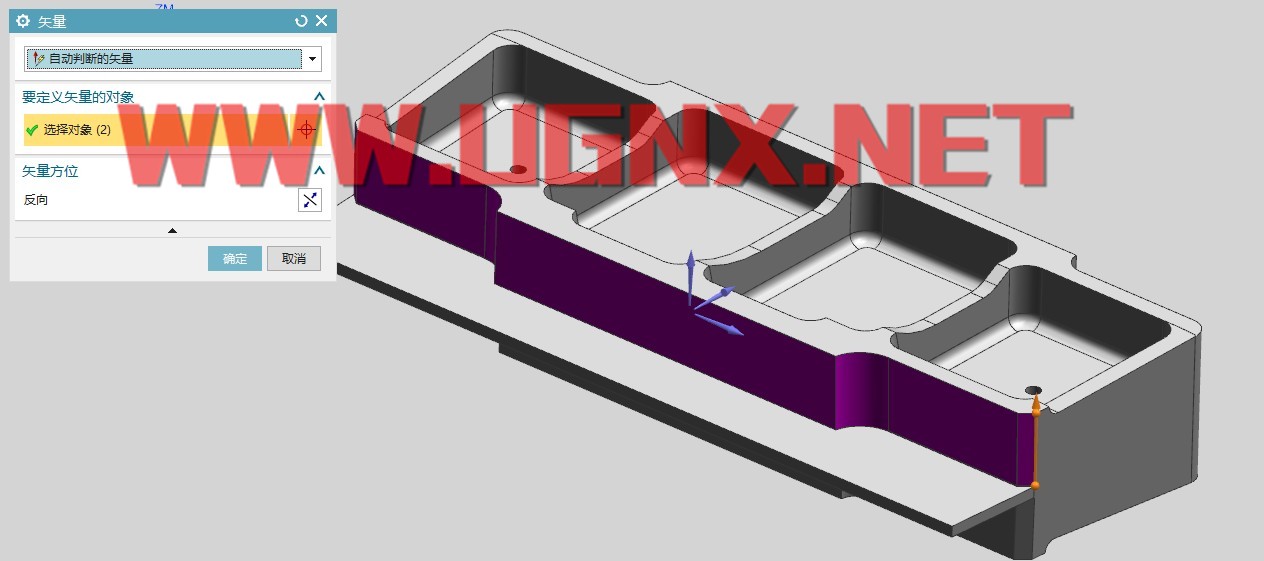
4、点击刀轴后面的下拉菜单,选择“矢量”,选择进刀处的边线(这就是设置第1步选择的“刀轴”方向):

5、确定后,就准备设置“几何体”:
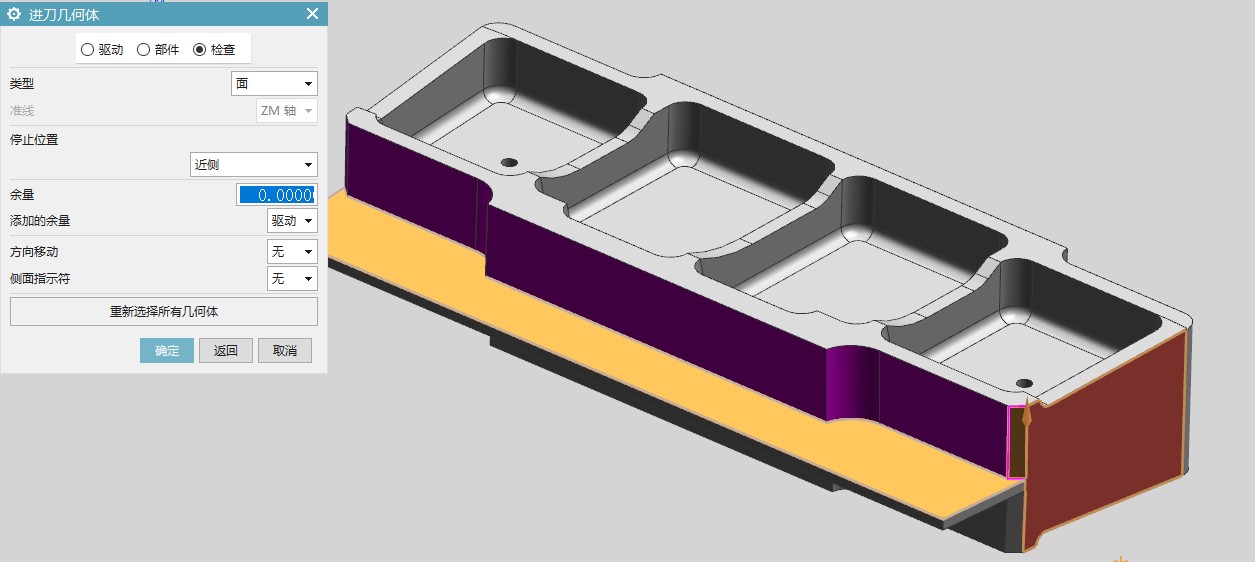
6、点击“几何体”:

这里驱动选择要加工的侧面,部件是底面,检查面是(进刀时)刀具停止的位置,选择进刀处与驱动相邻的面就可以了,如下:
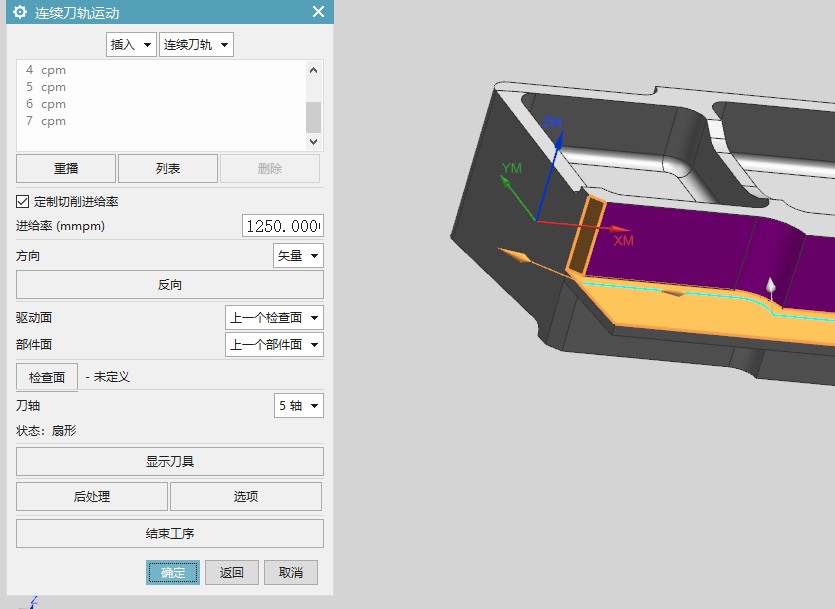
7、点击确定后,下面的刀轴选择五轴,扇形:


8、点击确定,就完成了进刀设置:
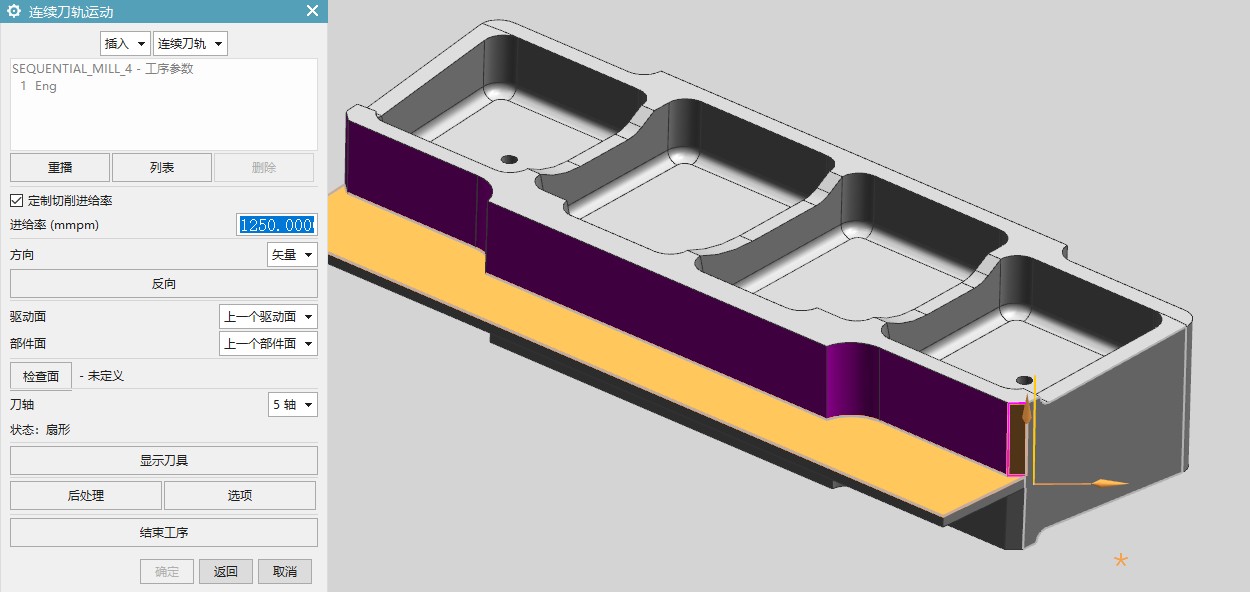
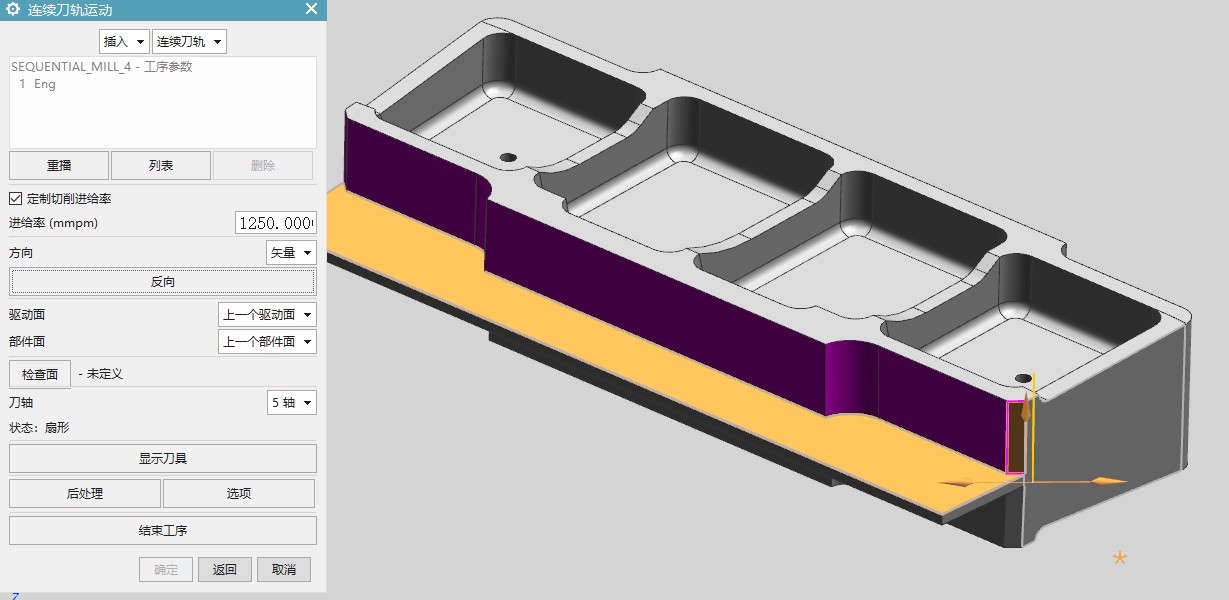
这里注意几个变化,对话框已经变成:连续刀轨运动;在进刀处有个箭头,这个箭头是进刀的方向,如果不正确需要点击反向,这里需要点击“反向”。
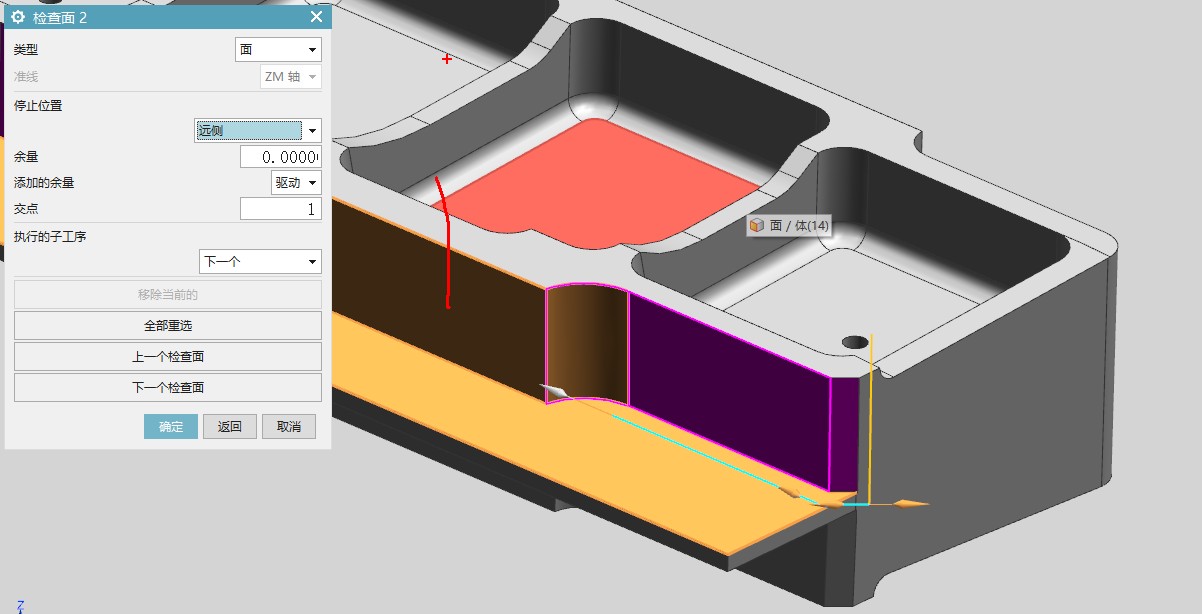
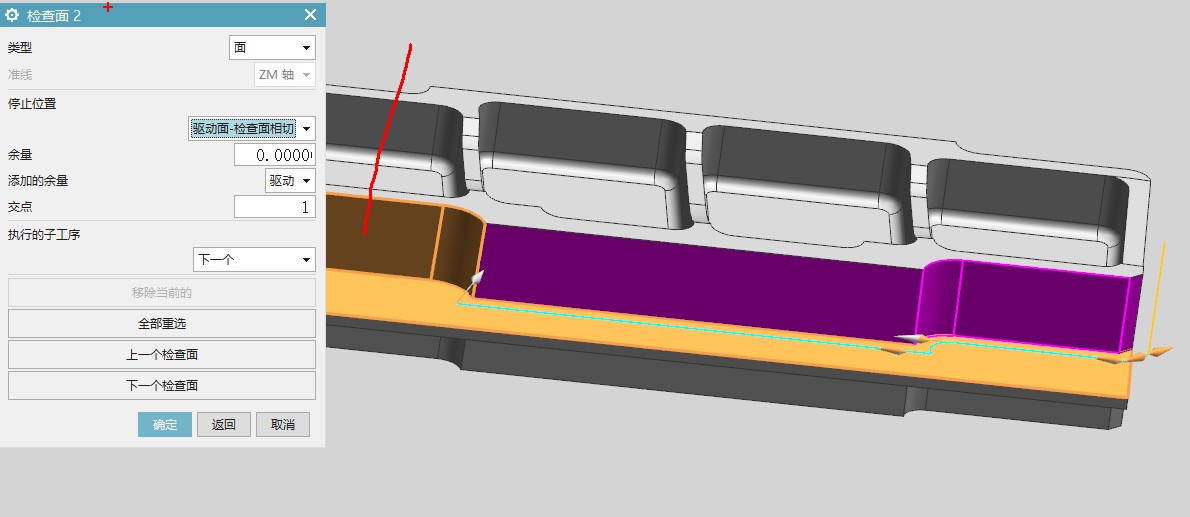
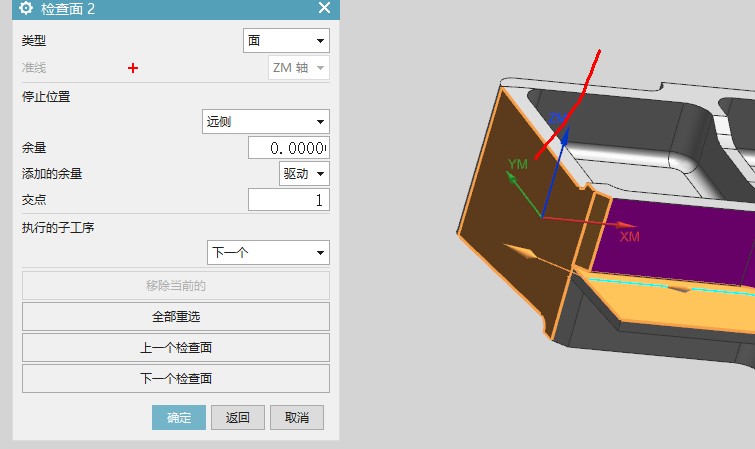
9、下面就是比较难选的部分了,点击“检查面”,准备创建第一段加工路径:
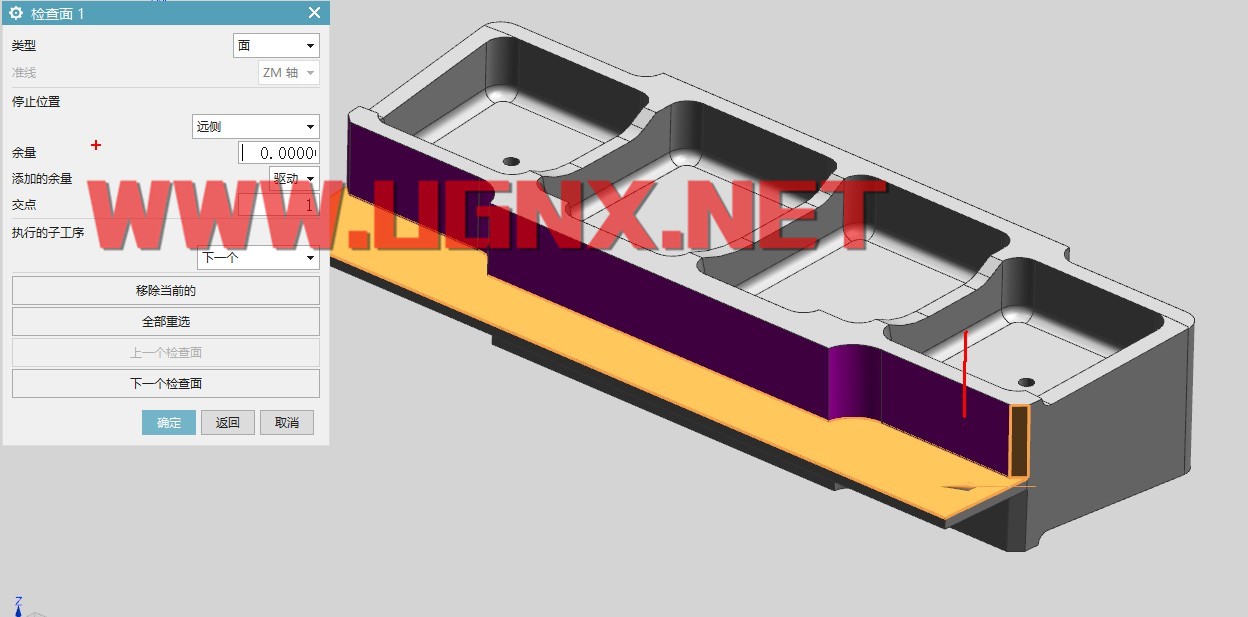
选择与驱动面相邻的加工面(画红线的地方,比较丑~~),停止位置选择远侧,(如果选择近侧,刀具就会停止在面的右边,因为离上一个面最近的侧就是右侧,相当于G42,姑且这么理解吧),点击确定,就会生成第一个刀轨,(这里有个注意的地方,如果没有生成或者生成错误,再点进检查面看看,是不是远侧变成了近侧,如果是再改成远侧就好了,后面遇到这种情况也是一样的处理,还有一个方法就是先选停止的位置,比如远侧,然后再选面,此时远侧可能会变成其他的,再选一次远侧就OK了):
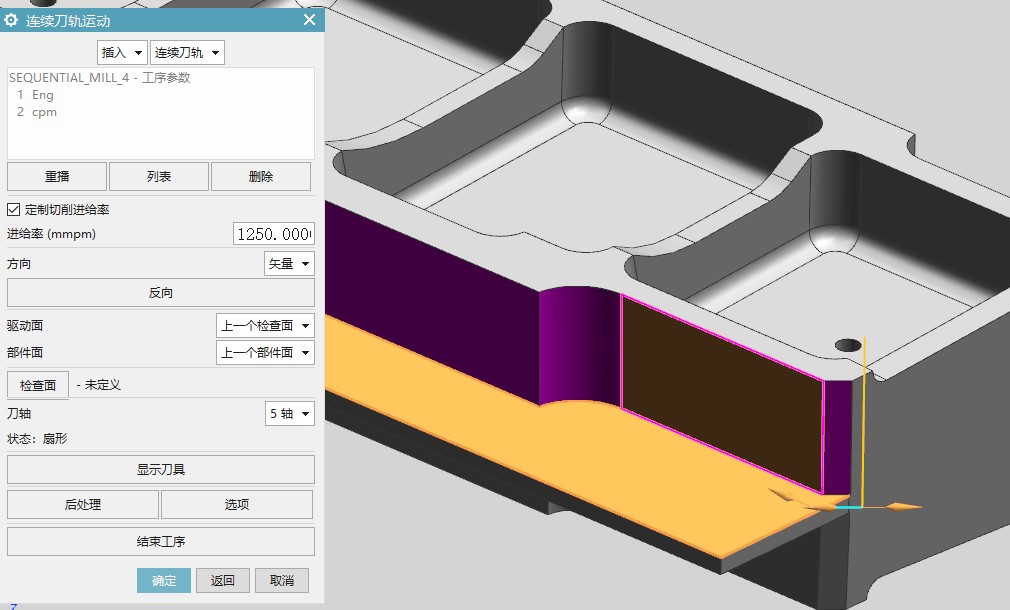
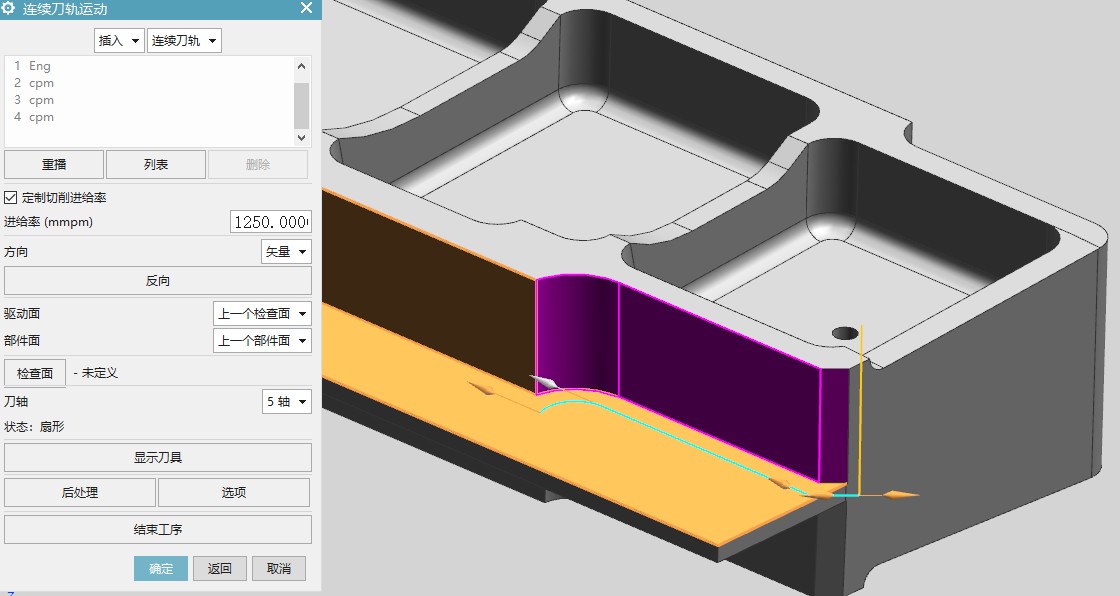
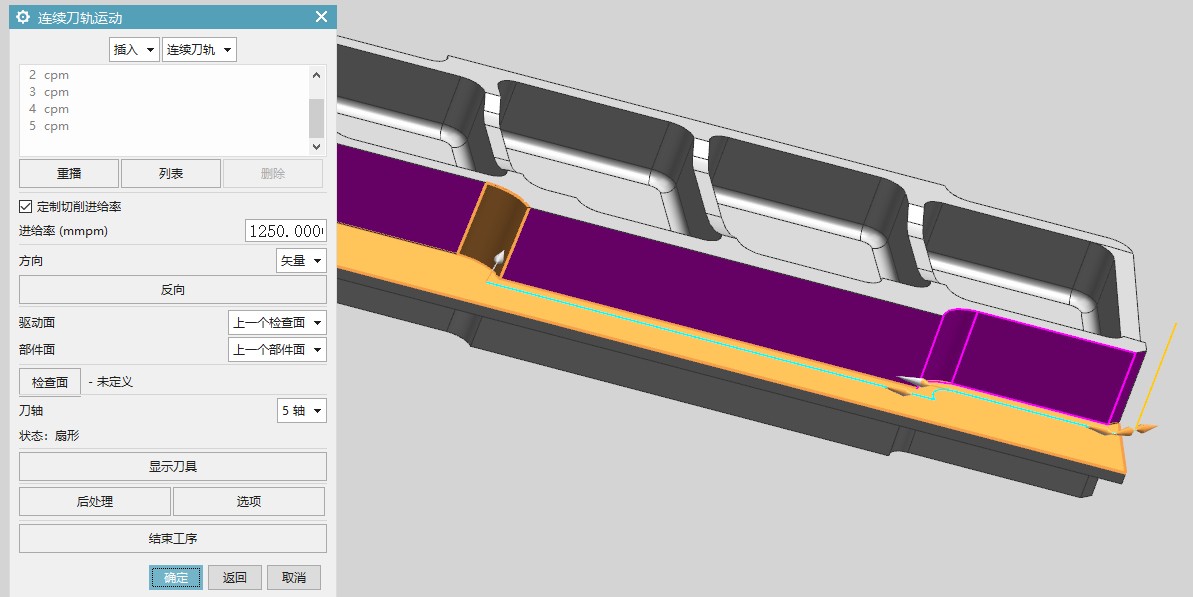
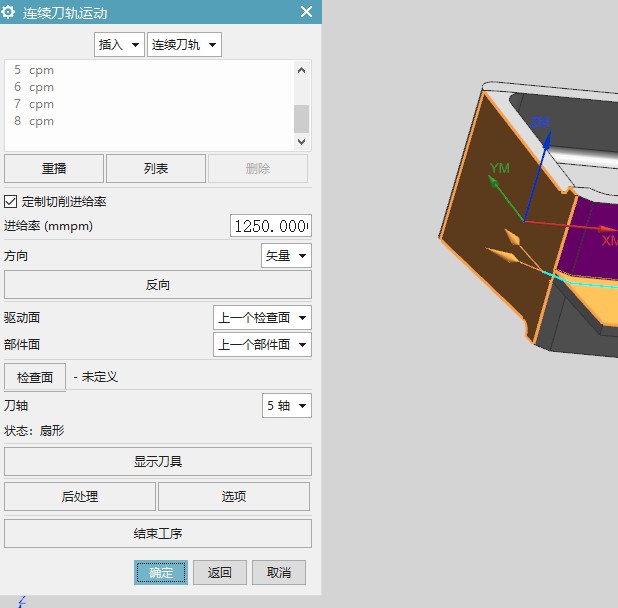
10、对话框中的检查面有变成了未定义,说明上一条已经OK了,需要再搞下一条,点击检查面:
点击下一段圆弧面,停止位置选择驱动面与检查面相切,(因为你是停在相切的位置)点确定:
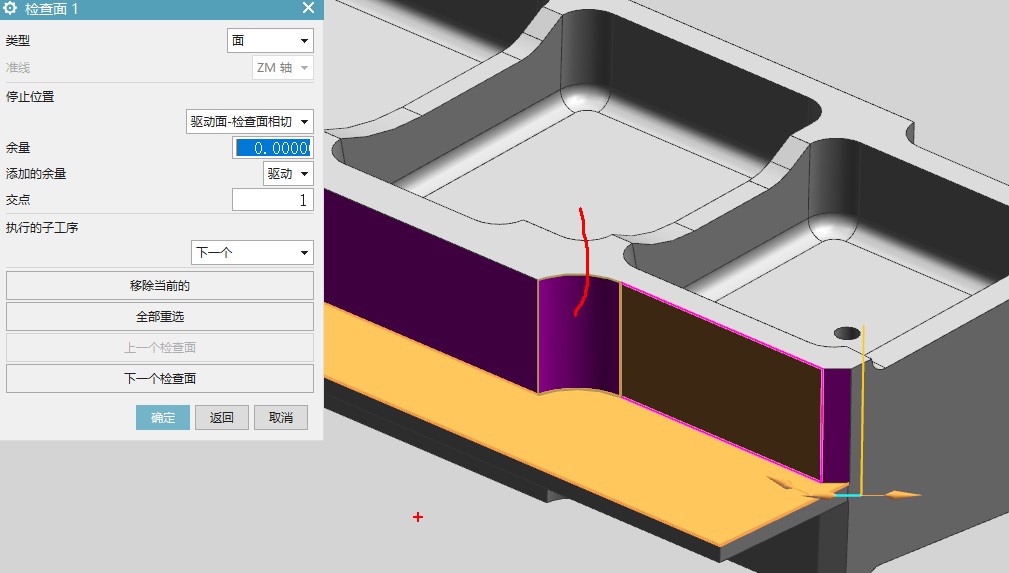
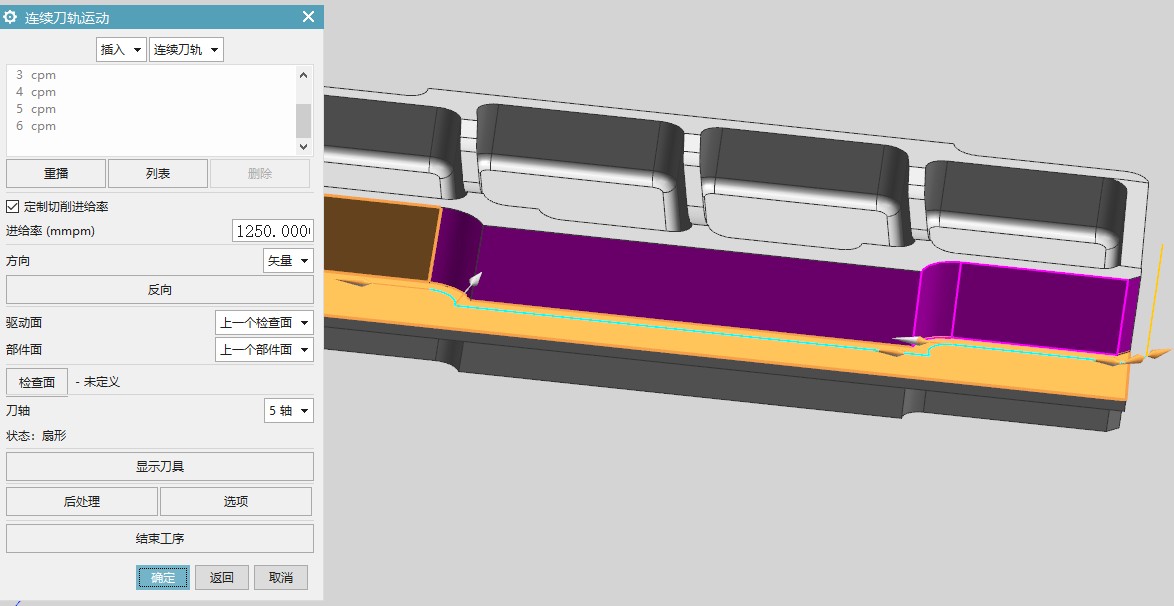
什么都不修改,点击确定就会生成第二段刀轨:
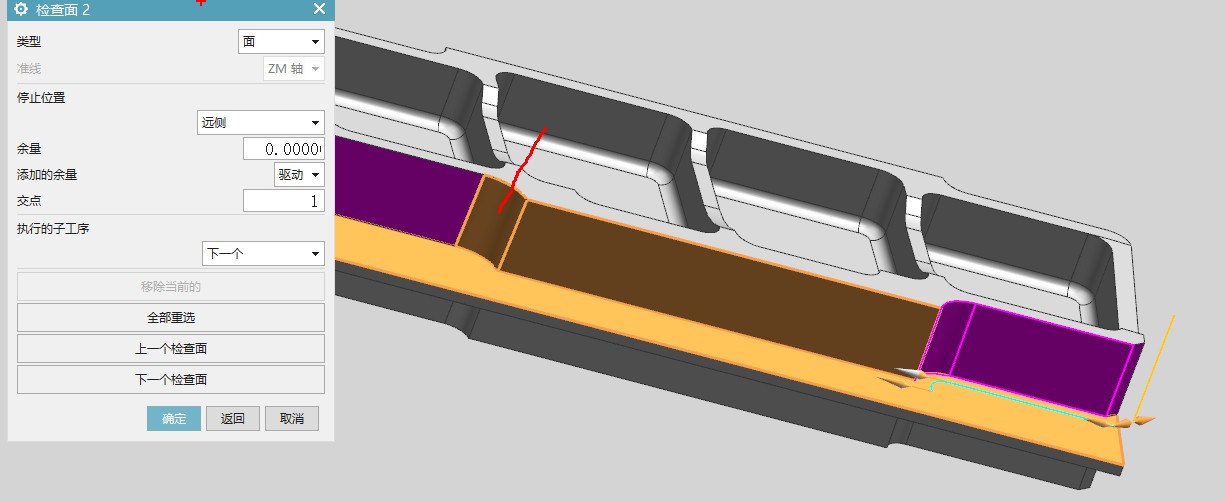
11、再点击检查面,创建第三条刀轨,选择相邻的下一段面,停止位置选择远侧,确定:
什么都不动,点击确定生成第三条刀轨:
12、再点击检查面,创建第四条刀轨,点击相邻的圆弧面,停止位置选择远侧,点击确定-确定生成刀轨
13、同理创建第五条刀轨,点击检查面,选择与圆弧面相邻的下一段加工面,停止位置选择驱动面与检查面相切,确定-确定生成第五段刀轨:
14、创建第六条刀轨,点击检查面,选择与上一段相邻的小斜面,停止位置选择远侧,点击确定-确定,生成刀轨:
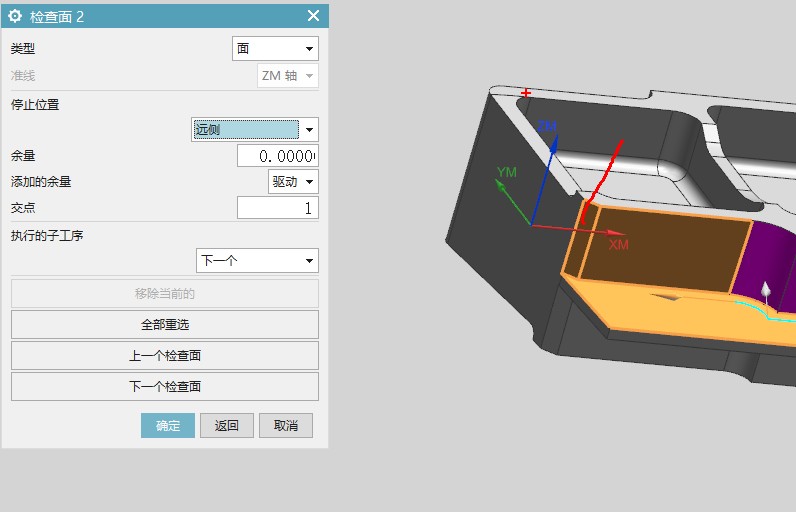
15、创建最后一段,点击检查面,选择最外侧的相邻面,停止位置选择远侧,点击确定-确定,生成刀轨:
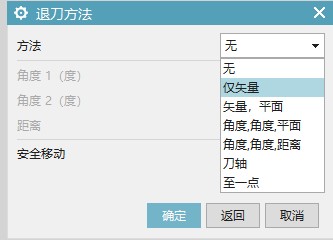
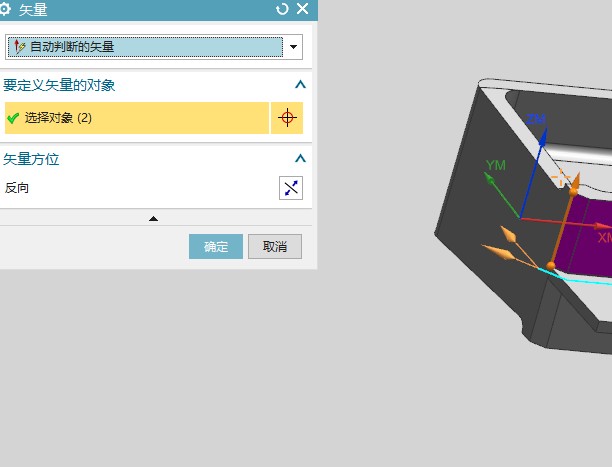
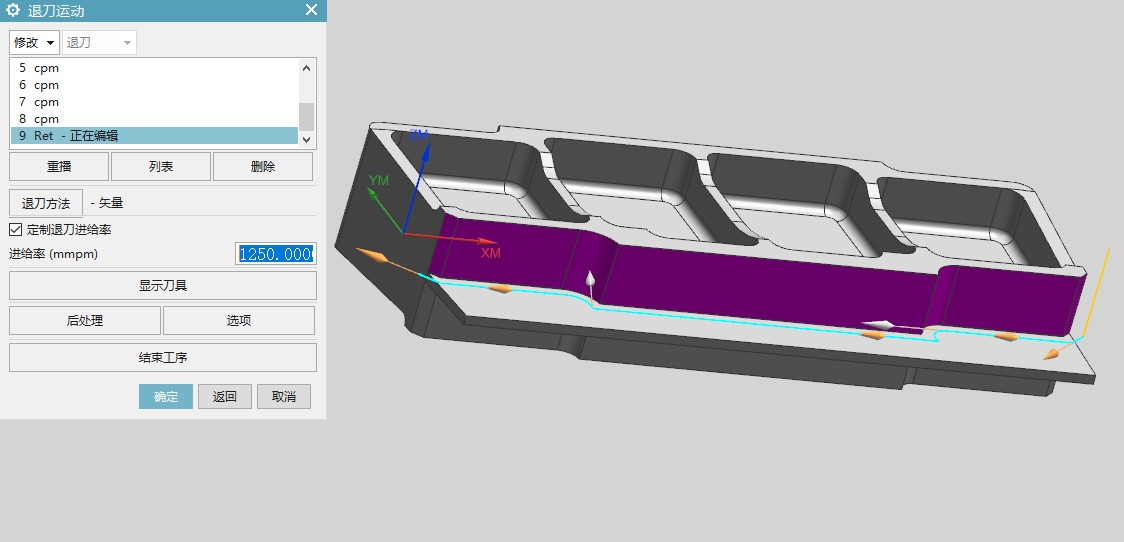
16、至此所有刀轨生成完毕,下面就是创建退刀路径,点击对话框上面,选择退刀,点击退刀方法::


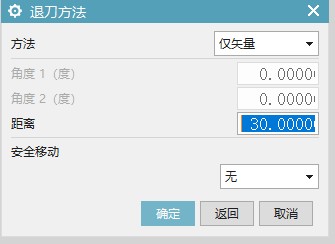
选择仅矢量,然后点击最外侧的边,如箭头所示,设置好安全距离,点击确定,生成退刀路径:
 点击确定:
点击确定:
 再次确定,生产退刀路径:
再次确定,生产退刀路径:
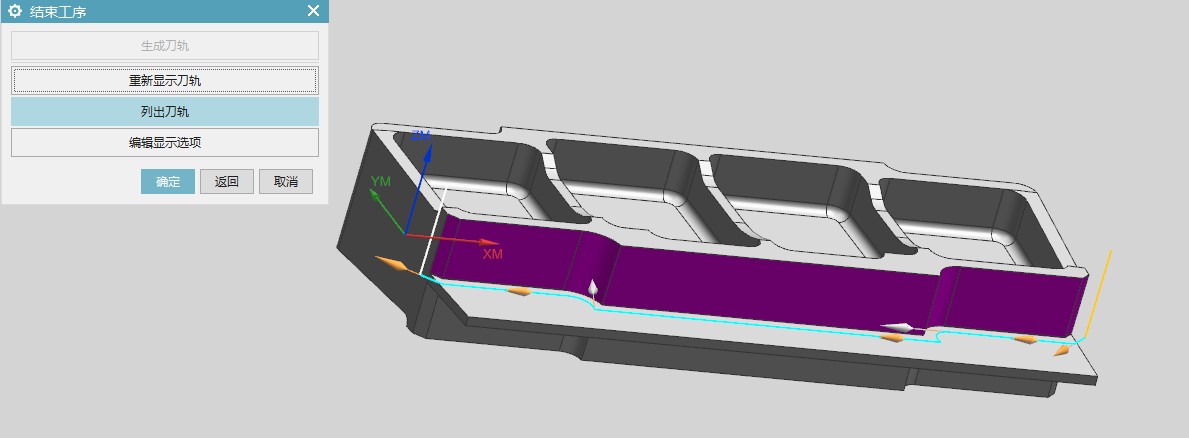
点击结束工序,(后面没有工序了,不要点确定),可以看到全部刀轨:
注意:在过渡的地方,如果刀具太大,圆角太小可能会失败。
补充:下面演示下怎么侧向分层和轴向分层
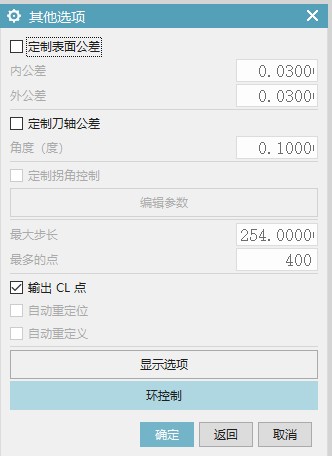
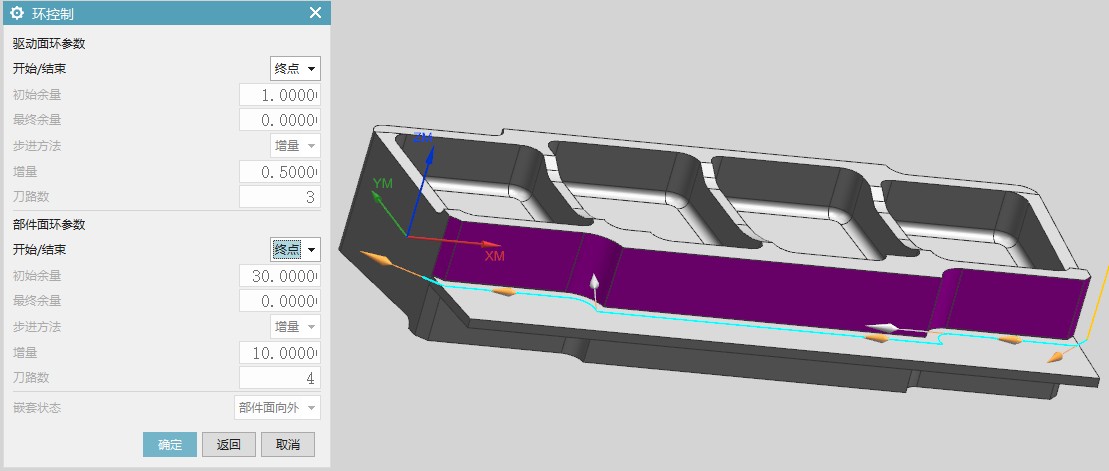
1、双击打开刚才编辑好的工序,点击确定,点击选项,点击环控制:
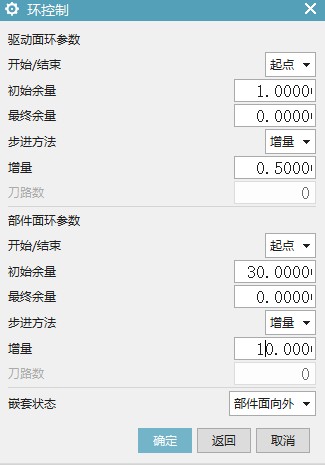
2、下面的驱动面环参数指侧面分层,部件面环参数指轴向分层,开始\结束选择起点,设置好参数(如果余量设置太大会影响刀轨的方向,会报警,跟刀具直径有关系)如下,点击确定-确定:
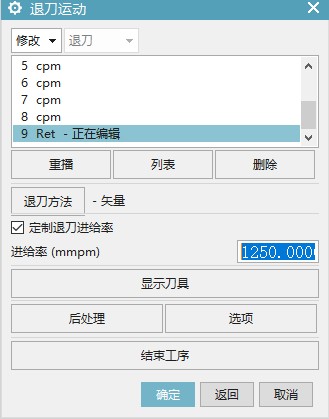
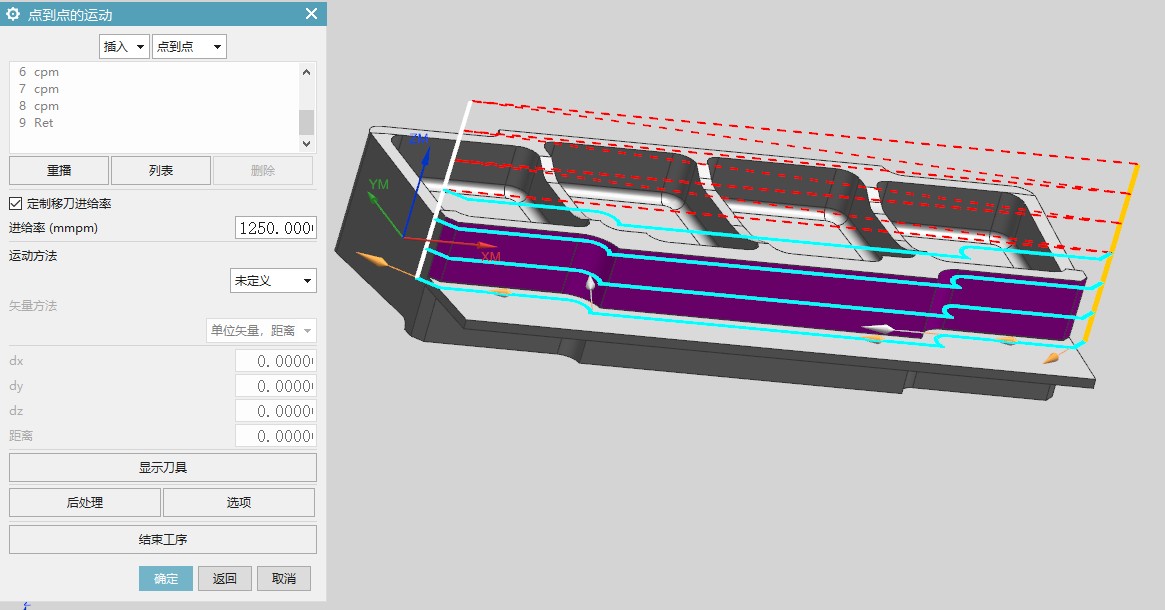
3、然后返回到了进刀运动的界面,此时要注意,这些刀路需要重新点击确定再次生成一遍,依次点确定,但是最后一个工序(退刀工序)不要点确定,就是后面显示ret的那个工序:

4、当ret显示正在编辑时,不要点确定,点开选项-环控制,两个都选择终点:
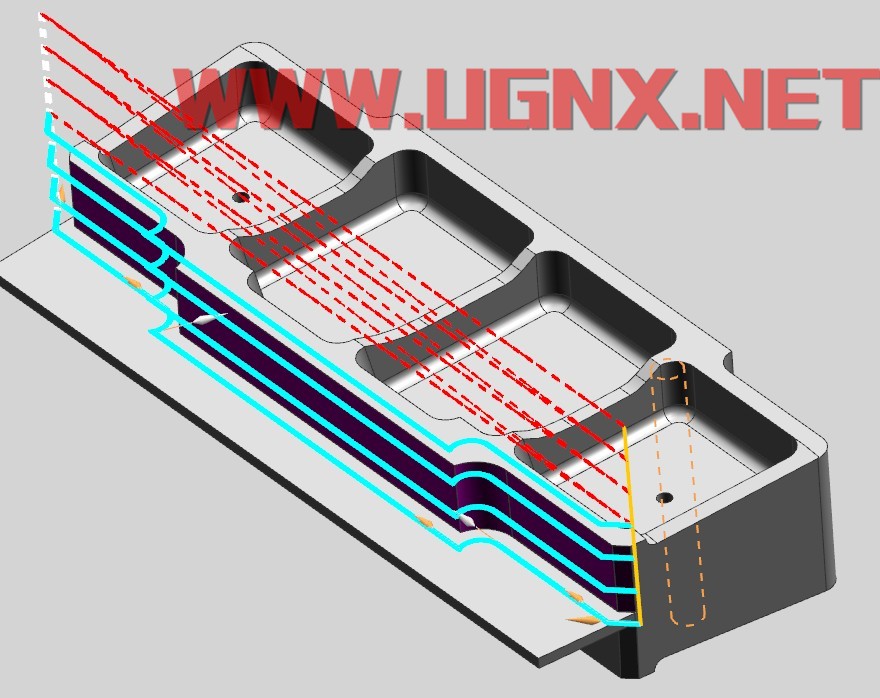
连续点击确定,确定就可以了:
5、最后一步选择结束工序,完成。
基本就是这样,如有错误烦请指出,共同学习共同进步。
- 发表于 2018-11-23 22:17
- 阅读 ( 34633 )
- 分类:NX编程(多轴)




2 篇文章
