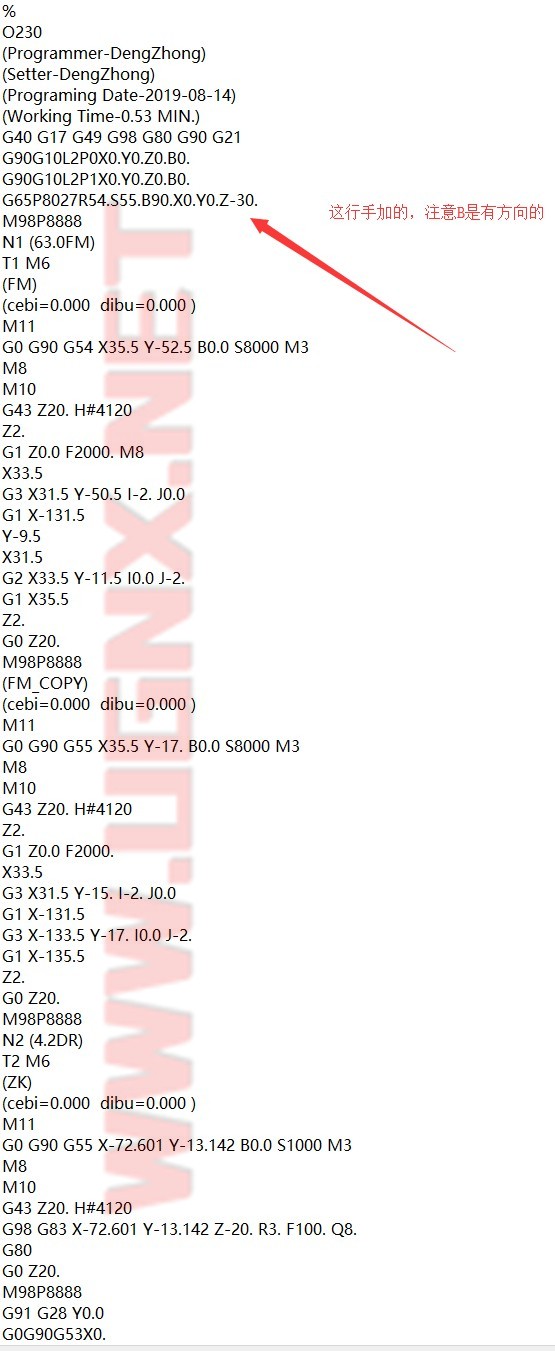
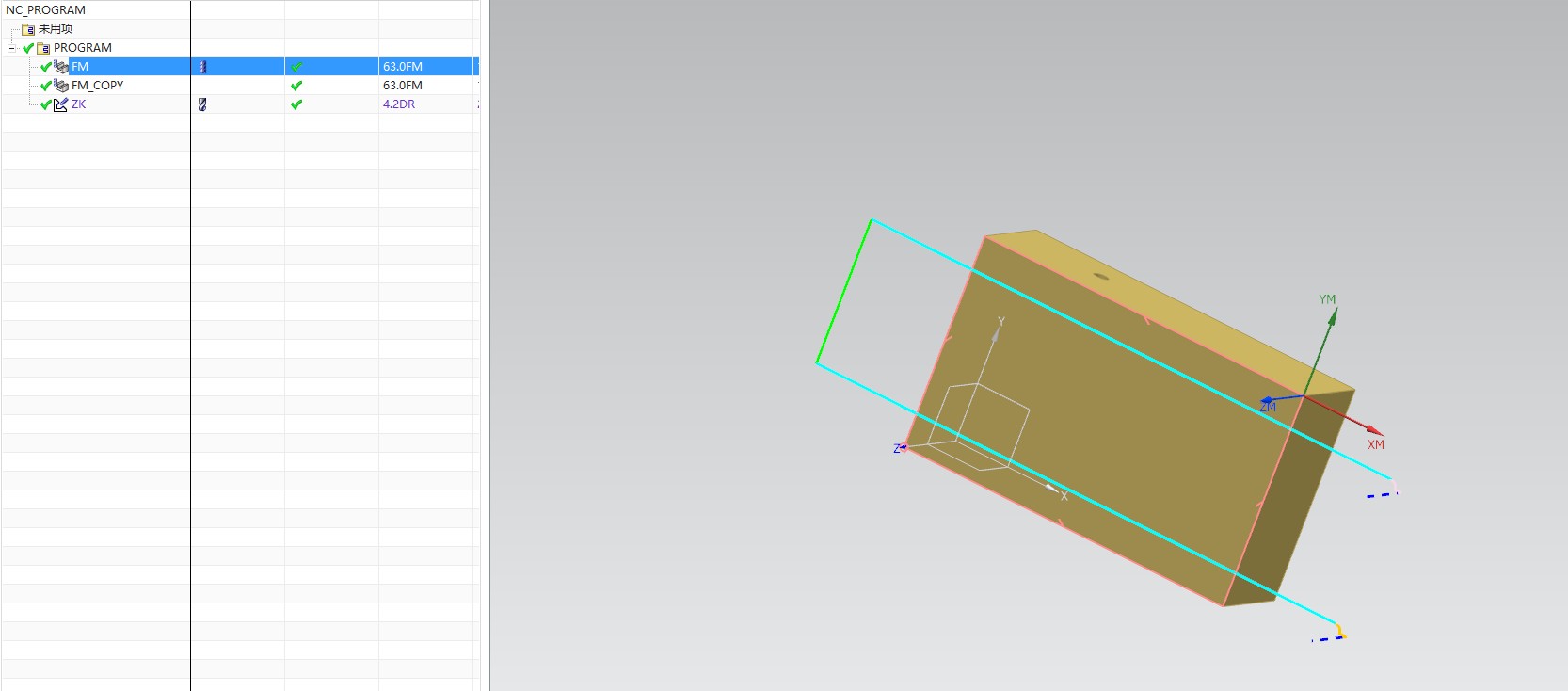
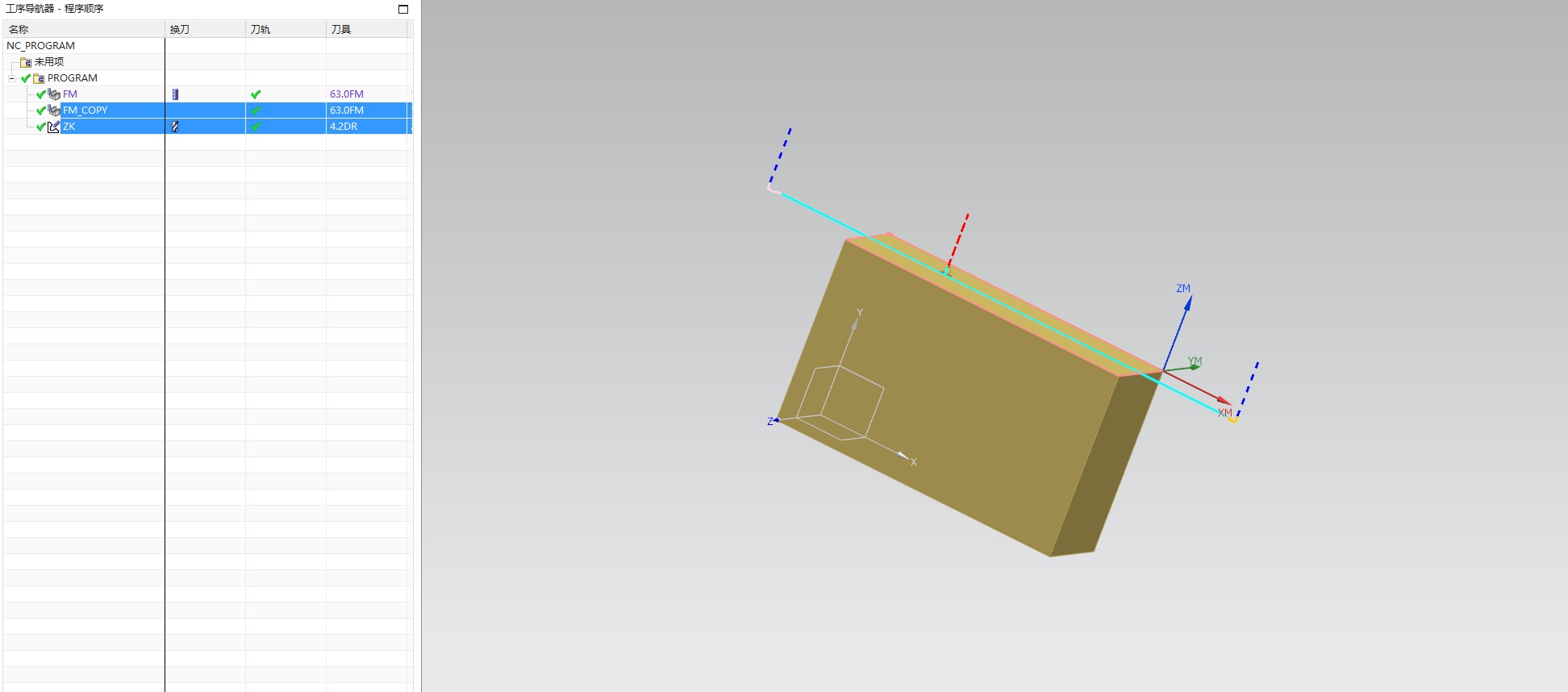
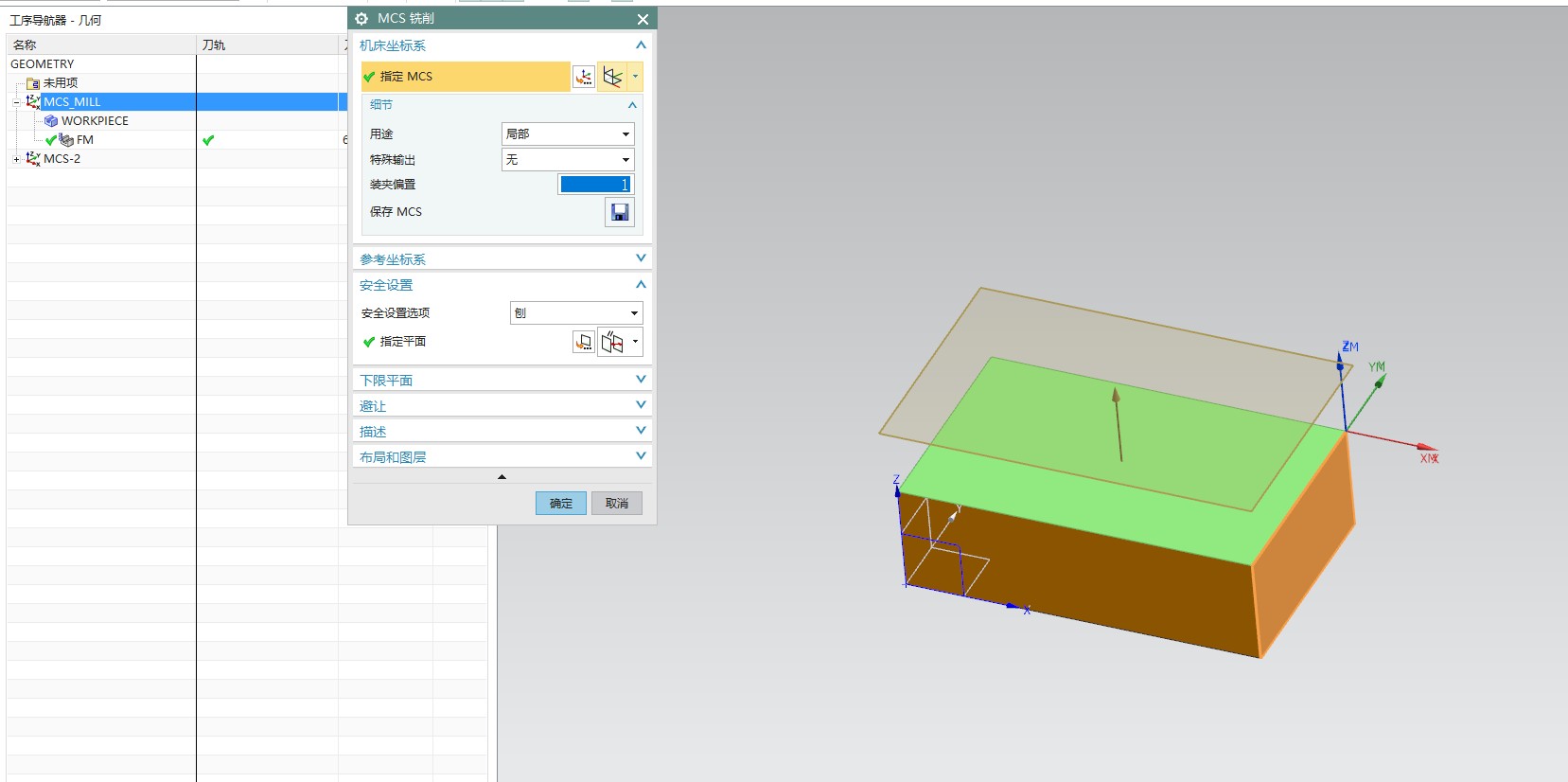
分享FANUC小黄机3+1四轴后处理,配合回转中心宏程序使用
H#4120 自动读上个T的刀号值。方便调试改了刀号忘改H值。后处理自己上机一直用的。用我这方法要自己先理清思路,小心求证后懂了会发现很方便
- 发表于 2019-08-14 22:40
- 阅读 ( 24455 )
- 分类:NX后处理




如果觉得我的文章对您有用,请随意打赏。你的支持将鼓励我继续创作!
