解决UG NX孔铣切换为圆形,下刀G00扎到切削深度问题
UG NX孔铣是个比较好用的一个铣孔操作,我比较常用
然后我也是个喜欢偷懒的人,喜欢复制开粗刀路修改下做精加工
对于孔铣,我复制后改“螺旋”为“圆形”,
就会生成一条,在深度底部铣一刀的精...
UG NX孔铣是个比较好用的一个铣孔操作,我比较常用
然后我也是个喜欢偷懒的人,喜欢复制开粗刀路修改下做精加工
对于孔铣,我复制后改“螺旋”为“圆形”,
就会生成一条,在深度底部铣一刀的精加工刀路。
但是在后处理出来时,是G00到加工底面(在UG刀路线上也可以看到)
对于通孔时还能接受,对于盲孔,特别底部一般我会留0.1~0.2余量的。
直接G00下去肯定是不合理的。我找了半天编程设置没找到怎么设置这个高度。
那么研究了下,通过后处理来实现。今天群里讨论了下,再完善了下代码,
现在放出来,给一样有需要的朋友参考。
在进刀位置添加两个块如下图(最后的块你们忽略,与此无关)
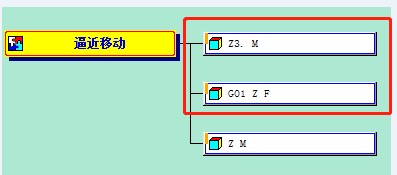 第一个块的Z3.其实是"$mom_pos(2)+3."
第一个块的Z3.其实是"$mom_pos(2)+3."
后面的M是我的出水代码,你们忽略吧
上面的3,即在进刀时,在输出的Z值上+3,即抬高3毫米(具体可以根据需要自定义个数)
也可以在操作的注释里设置个数据,用变量来代替上面的3
下面的G01 Z F
Z的变量就是Z的默认变量“$mom_pos(2)”,F的变量为“$mom_feed_cut_value”
然后是输出条件,设置为
global mom_operation_type mom_region_cut_method
if { $mom_operation_type == "Cylinder Milling" && $mom_region_cut_method == 16 } {
return 1
} else {
return 0
}
即可,第一个是检查是否为孔铣,第二个是检查是否为孔铣中的“圆形”,同时满足就输出
效果如下(一个操作位螺旋,后面的是圆形):
G17 G49 G90 G40 G80 M01 #1=16 (Set T.H.D number) N16 (T_N=10EMW - D=10. - R=0.) T#1 M06 (Stock XY=0.20 Z=0.00) G00 G90 G54 X0.0 Y0.0 S111 T16 M03 G43 H#1 Z50. Z3. G03 X-2.3 R1.15 F111. #101=2.000 #102=-29.000 WHILE [#101 GE #102] DO1 G03 X-2.3 Y0.0 Z#101 I2.3 J0.0 #101=#101+[-1.000] END1 I2.3 J0.0 X0.0 R1.15 G00 Z50. (Stock XY=0.00 Z=0.00) G00 X0.0 Y0.0 Z-26. M08 G01 Z-29. F111. G03 X-2.5 R1.25 I2.5 J0.0 X0.0 R1.25 G00 Z50. G40 M15 G91 G28 Z0 G91 G28 Y0 M30 % (Total Machine Time: 4.78min)
- 发表于 2019-10-22 15:41
- 阅读 ( 16049 )
- 分类:NX编程(三轴)




