FANUC-16i TB系列系统XZC极坐标插补G12.1编程加工
FANUC-16i TB系列 XZC极坐标插补G12.1
这段时间因为一个产品在搞G12.1极坐标插补的后处理及在实际上机测试时,遇到了一些问题及经验,汇总了一些跟大家分享一下:
• 极坐标插补是一种轮廓控制,它把在笛卡尔坐标系内的编程命令转换为线性轴的
• 通过机床的X 轴(运动轴)与C轴(旋转轴) 复合运动得到轨迹。这种方法可用。
• 格式:在单独程序块中指定G12.1 及G13.1
注意点:
1. 在进入极坐标内不可以使用G0指令,即在操作时的快束移动要改成G1运时并指定F值,

2. 在极坐标插补方式内可以指定的G代码:
G01,
G02,G03
G04
G40,G41,G42
G65,G66,G67
G98,G99(特别注意!在系统内部是可以指定每转进给,但此时因为机床第二加工主轴是在旋转轴,因此大家建议一定使用每分钟进给,
如果是每转进给,可想而知,你要是每转进给,那么一动就会报警,因为机床根本不达到那么高的运动速度)
3. 在极坐标情况不可以进行螺旋下刀加工
4. 在指定G12.1前,必须指定工件坐标系,其中心可以是工件的任意位置,但为了方便计算,多数使用C轴的旋转中心来作为原点,当然, 如果只是在圆周圆上加工一些孔,在现场手工编写此程序时,也可以将原点设为孔的中心。请大家在手动编写此程序时将自己的思维调到三轴的模式。此时的C轴就假想成三轴里面Y轴 XYZ=XCZ
5. 在有刀具半径补偿的情况下,不可以切换到G12.1状态
6. 在跳跃程序加工时, 不可以在极坐标的程序块内进行重新启动。
7. 重要一点来了:关于这个进给值F的问题。
(摘自使用FANUC+B+63524 TB说明书)
具体的我也说不上来,反正理解就是当你的切削越靠近卡盘的圆心时,那么此时,C轴的运动速度就会越来越慢。书上说是什么分量越来越大。大家尽量可以通过刀具或加工方法,如孔就钻削加工,铣削时就采用稍大的刀具。当然,实在避之无避,那就小心为上了。我现场测试下来,机床在中心位置时一抖,然后就C轴马达故障报警了。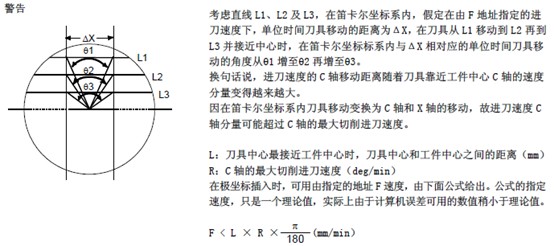 8. 此极坐标编程时,此时的编程模式与普通的三轴加工一致,即为笛卡尔坐标系。其中:
8. 此极坐标编程时,此时的编程模式与普通的三轴加工一致,即为笛卡尔坐标系。其中:
8.1
X轴(运动轴)在后处理的设定为直径值(即为2X)
8.2
C轴 (旋转轴)在后处理的设定为半径值
8.3
在后处理可以用替换轴将Y轴改成C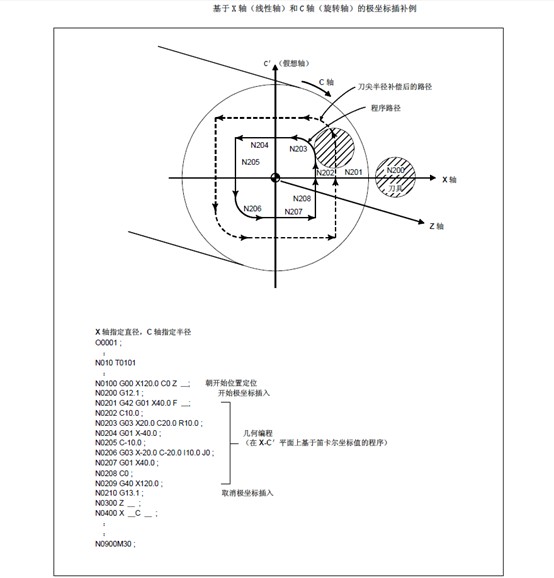 9. 另一个重要点:在进入极坐标轴前,需将C轴回到0点。因为,极坐标会认同G12.1指令前一个C轴坐标值为C零点!如果你之前C轴定位在C别的角度,那么相应的,你的加工内容也就相应的旋转的定位点的角度。非常重要!!
9. 另一个重要点:在进入极坐标轴前,需将C轴回到0点。因为,极坐标会认同G12.1指令前一个C轴坐标值为C零点!如果你之前C轴定位在C别的角度,那么相应的,你的加工内容也就相应的旋转的定位点的角度。非常重要!!
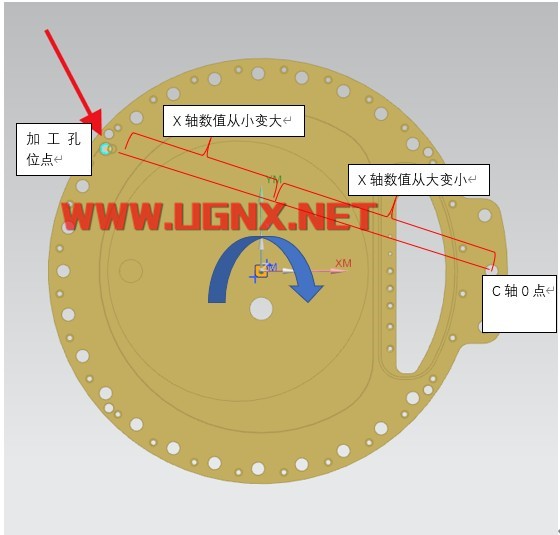
测试分享:
如下图,因为加工孔在如图的第二象限,所以在进入极坐标后,再运动后加工孔位点。此时,我多次以为是孔定位,应该是C轴定位到直径的位置还要向小的数值动,就以为不对,自以为应该X轴走到位置等C轴转过来,然后就在这个地方碍了好久,当然,是自己的脑子没有转过来,要知道,此时是G1加工,即是复合运动。X轴与C轴复合走一个起点到到终点的直线运动, 此时,X轴数值变小。要先一直运动到象限的线处后然后再开始X轴数值变大。所以也请大家在在极坐标内运动内加工位置,不要急不要慌,他向往前走走还会往后走走的。
试的后处理:(仅供参考!),
仅仅是用于极坐标的铣削!!
- 发表于 2020-04-15 17:03
- 阅读 ( 18264 )
- 分类:NX编程(三轴)




1 篇文章
