UG NX后处理快速移动G00切换G01模式的正确输出方法
前几天有网友提问这个问题。我回答了一下,
给出了代码和方案,但是他还是做不出来。
https://www.ugnx.net/wt/1630
那我再详细的再说一遍,并附上后处理吧
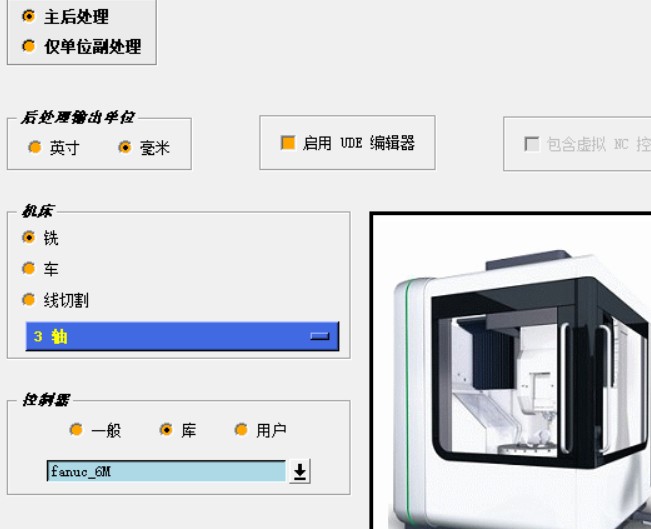
首先新建一个三轴后处理,一般...
前几天有网友提问这个问题。我回答了一下,
给出了代码和方案,但是他还是做不出来。
那我再详细的再说一遍,并附上后处理吧
首先新建一个三轴后处理,一般或FANUC_6M,
我习惯了用6M的,所以选择如下:
进入后,在 工序起始序列,在初始移动和第一次移动加入如下代码和快

初始移动和第一次移动的内容一样,
其实F地址的变量为自定义变量$fff
PB_CMD_setf代码如下:
global mom_feed_rapid_output mom_sys_rapid_code fff mom_feed_rapid_value
if { $mom_feed_rapid_output == 1 } {
set mom_sys_rapid_code 1
set fff $mom_feed_rapid_value
MOM_force Once F
} else {
set fff ""
set mom_sys_rapid_code 0
MOM_suppress once F
}
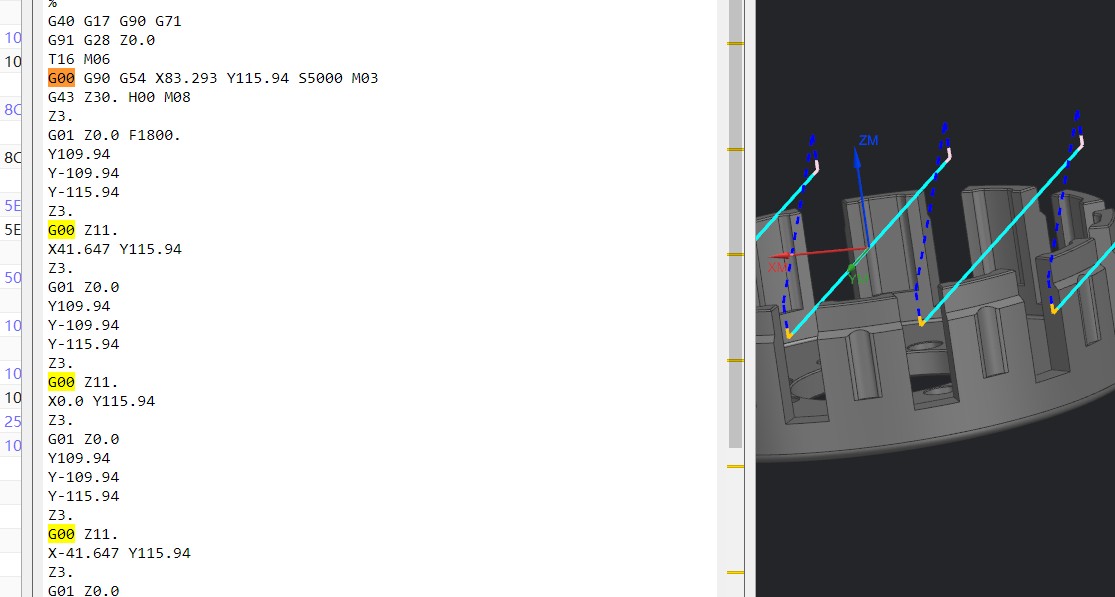
做好后,后处理测试如下(G01模式)
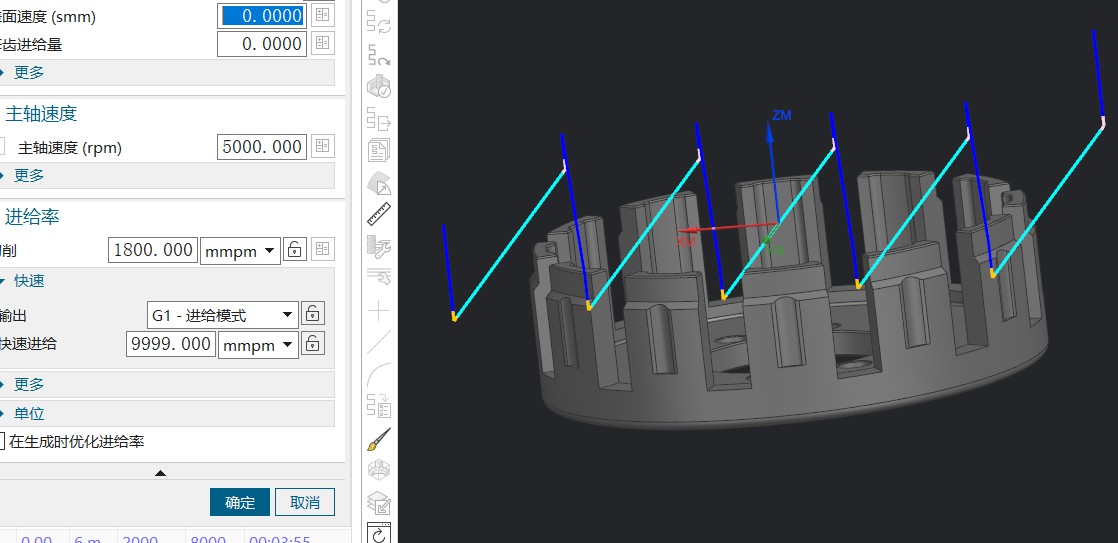 输出结果:
输出结果:
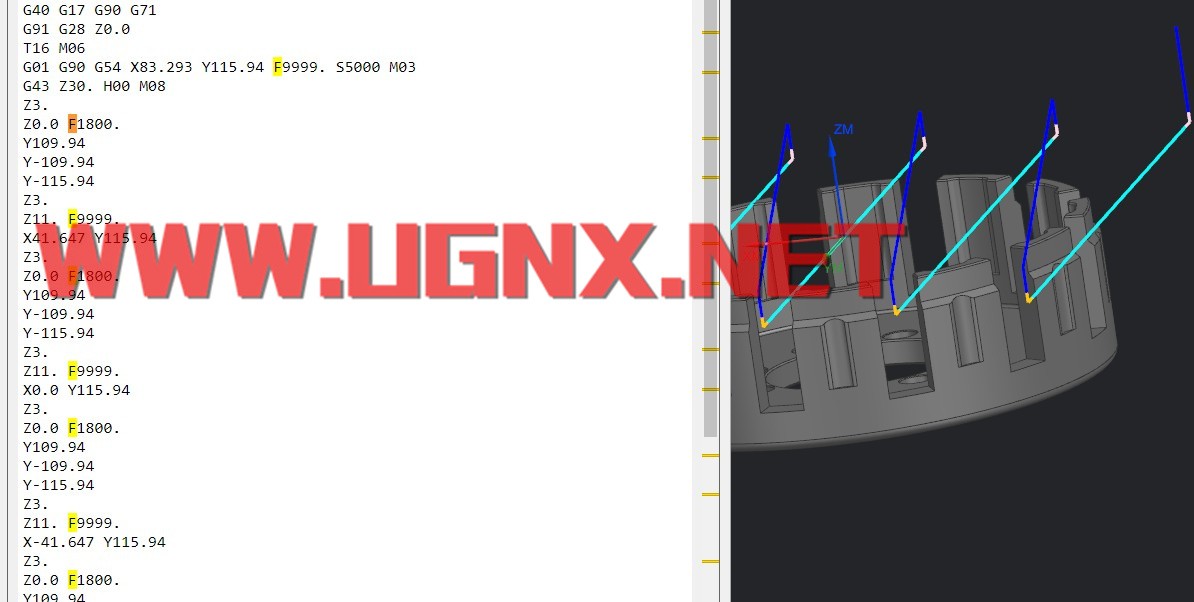
切换为G00模式:
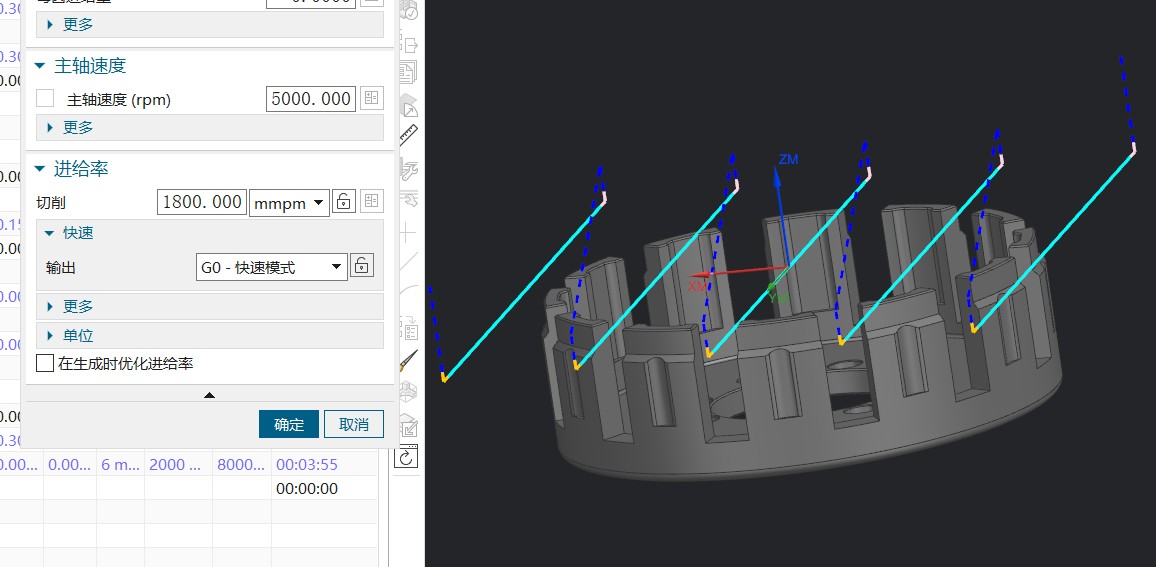 输出结果:
输出结果:
 其实说到底,就是添加几个块到初始移动和第一次移动即可。
其实说到底,就是添加几个块到初始移动和第一次移动即可。
UG后处理附件做参考:
- 发表于 2020-07-14 13:50
- 阅读 ( 25712 )
- 分类:NX后处理




