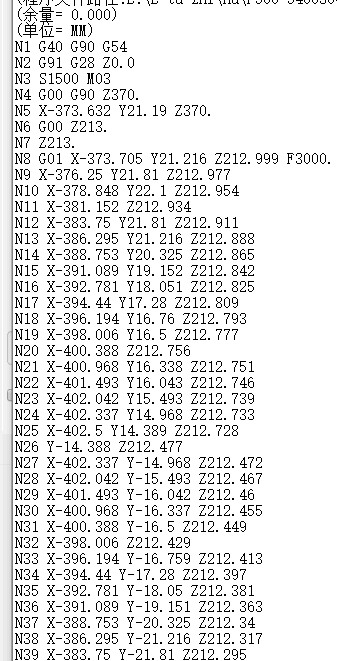
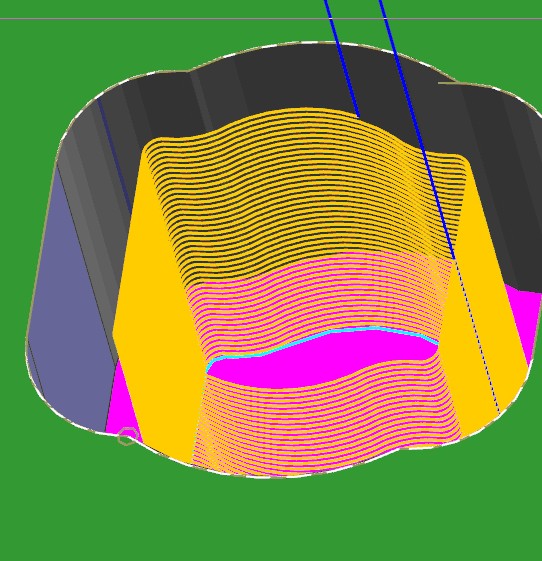




我琢磨着高版本不是有底壁铣的加工策略嘛~~很适合做这类螺旋刀路.....然后你这后处理出来的全是点位,R处都是小线段,整个刀路全是一条条小线段.....不卡顿来鬼了~~~~~~~
我琢磨着高版本不是有底壁铣的加工策略嘛~~很适合做这类螺旋刀路.....然后你这后处理出来的全是点位,R处都是小线段,整个刀路全是一条条小线段.....不卡顿来鬼了~~~~~~~
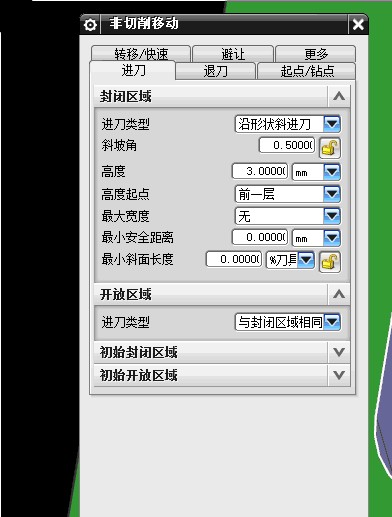
这个问题 和我的一样 卡顿的厉害(搞得轴承都换过) 和后处理有些关系的 走IJK 不要跑点位了,点位在高速机上80上都能很好运行!!2尽量不要走斜线了 走螺旋下刀 就解决问题了
你是说加工不连贯有顿刀是吗,参数1148改成0试试
应该怎样的参数
和后处理没关系 检查参数 8022 8023参数
M80在用的带刀库的要吗?