2 D12合金铣刀精光出来不亮怎么回事?S4500 F800
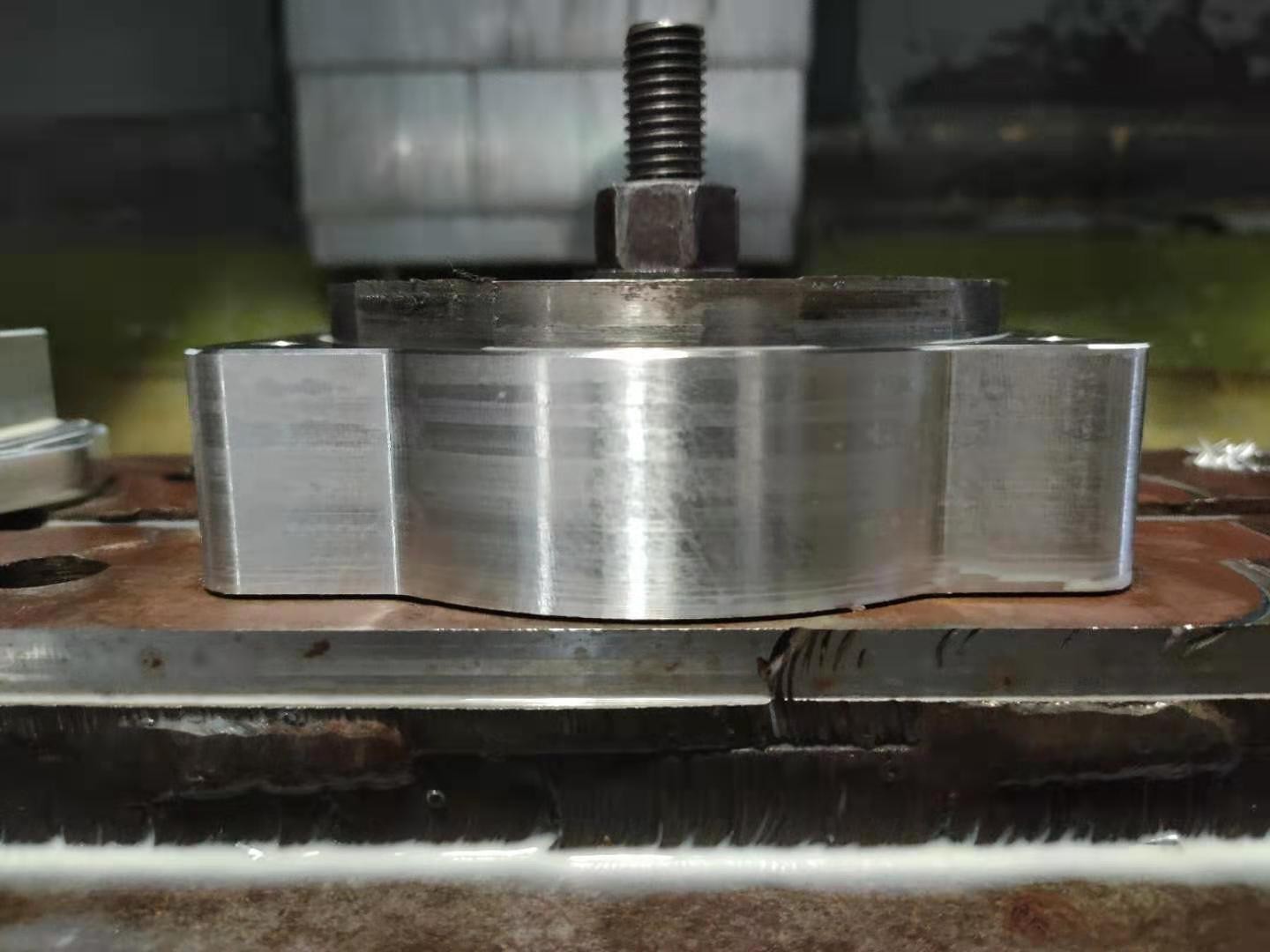
为什么精光出来的面不亮,暗面摸上去还有点粗糙,刀具用的是,直径12mm的合金铣刀。如图 精刀余量0.15。 参数 S4500 F800 求老司机指教!
刀具: D12 合金铣刀
转速:4500
进给:800
材料:铝合金
是否加切削液:是
补充下刀深度;因为有2层台阶所以第一刀下的是20MM 第2刀下的是10MM





最佳答案 2019-07-20 15:30
看照片应该是铝合金,用12的合金铣刀精修,余量0.1-0.15mm没问题,转速4500进给800,这样的参数不太合理,建议开切削液加工,转速10000-11000、进给1500-1800,我们专门做铝合金外观件,另外这款普通合金刀做外观有点牵强了,建议用OSG硬质合金刀,效果很好
其它 15 个回答
打下主轴偏摆超过0.01就不用试了 不会好的 ,还有你既然精光要先用这个刀加工一次 然后留0.05的余量就好 。夹具设计也不太好 ,没有最大面积的包住上面。
我就遇到和楼主同意问题,我用的是5mm三刃铝用铣刀,刀具不知道什么牌子(老板说很贵,一百来块钱一支),材质6063铝合金,转速15000,进给1800,余量0.05,加工高度7mm一刀过,加工出来光洁度比楼主的要好点,但是加工出来侧壁垂直度不行,新刀也是如此,壁的形状就跟月亮一样两头高中间低,相差0.01mm。这是刀具的问题么?
你一刀下10MM 怎么会亮· 留0.2做个精光
精光刀选四刃,比三刃效率高25%,光刀一刀到底,层切的话,看着图片很明显,刀具轻微磨损后,上下两层粗糙度就很明显。切削液肯定是要加的,余量根据粗刀来定,刀具耐磨少留点,像粗刀,我一般都用铣刀杆。操作工更换方便,侧壁要开刀补,铝件,高速机效果能好些。S8000,F1200(最后一刀),ae0.07。12的刀刃长刚好30,须用平底刀,最好上面增加1mm倒角,能避开一些。精光刀,买把好些的,该用还的用,不然得不偿失。
建议用小点的刀,要光亮高转数,做模具的三轴机肯定不行,S12000以上,F4000都光溜溜的,,,