分享NX10.0模具编程二粗刀路优化技巧
NX10.0二粗刀路优化
第一次来老叶NX网分享编程心得,本人不善多言,从爱好者论坛到现在的NX网一直默默地关注老叶的动态,觉得这个行业的朋友应该都要感谢老叶再一次提供这么好的学习交流平台。
前段时间一个QQ群友在编程的时候遇到一个问题,在编一款模具的时候,二次开粗发现空刀比较多,刀路比较凌乱,让他把图发来,给他优化了下,跟大家分享下给他优化的过程。如果论坛里的高手有更好的方案可以一起分享出来,给更多在学习编程的朋友学习参考。
首先我们先来看看这个刀路(如下图)
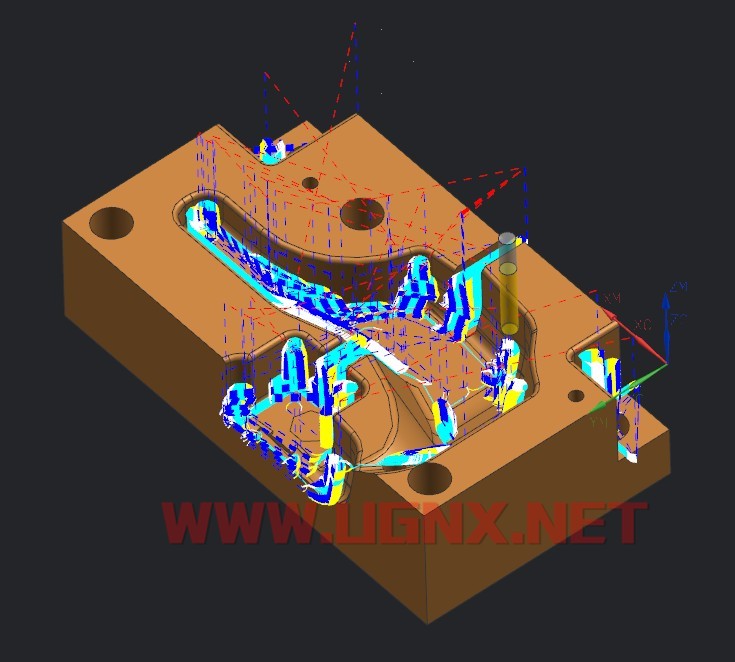
此处为R12,槽宽为29.75,根部为R6,开粗采用D25R5,二次开粗采用的为D10R0.5,加工出来的刀路如上图:

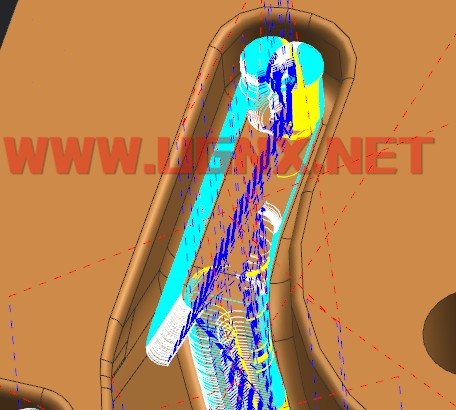
加工出来空刀较多,应该来说此处不应该生产这么多空刀(下图所示)。
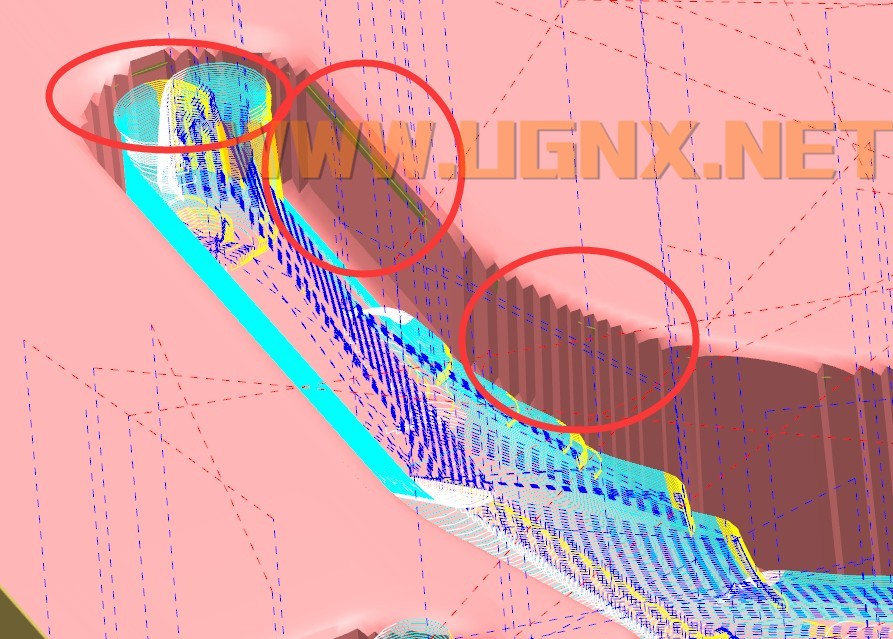
原因分析:看了刀路图档,是他采用的是静态生成的IPW做为二粗毛坯,而静态生成出来的IPW分辨率较低,出现很多锯齿状模型,所以导致很多不该有刀路的地方产生刀路。
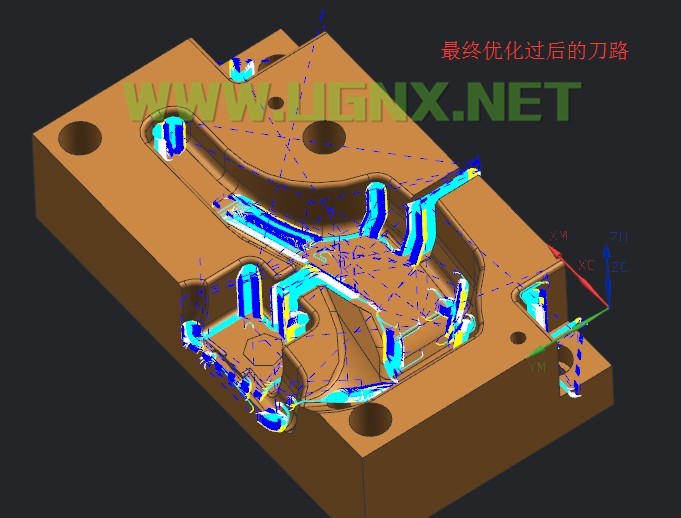
解决办法:这种情况可以不采用这个静态生成的IPW做为我们的毛坯,应该选用2D动态模拟加工完成的小平面体,作为二粗的毛坯体(只是二粗方法的一种,其它方法大家可以试一试)。

其它参数不改,最终得到的刀路(如下图):
- 发表于 2018-08-11 19:51
- 阅读 ( 11710 )
- 分类:经验分享




UG数控编程-东哥
9 篇文章
