



你的提问 最好附加图片和图档,加工的是什么材质,想用什么设备加工
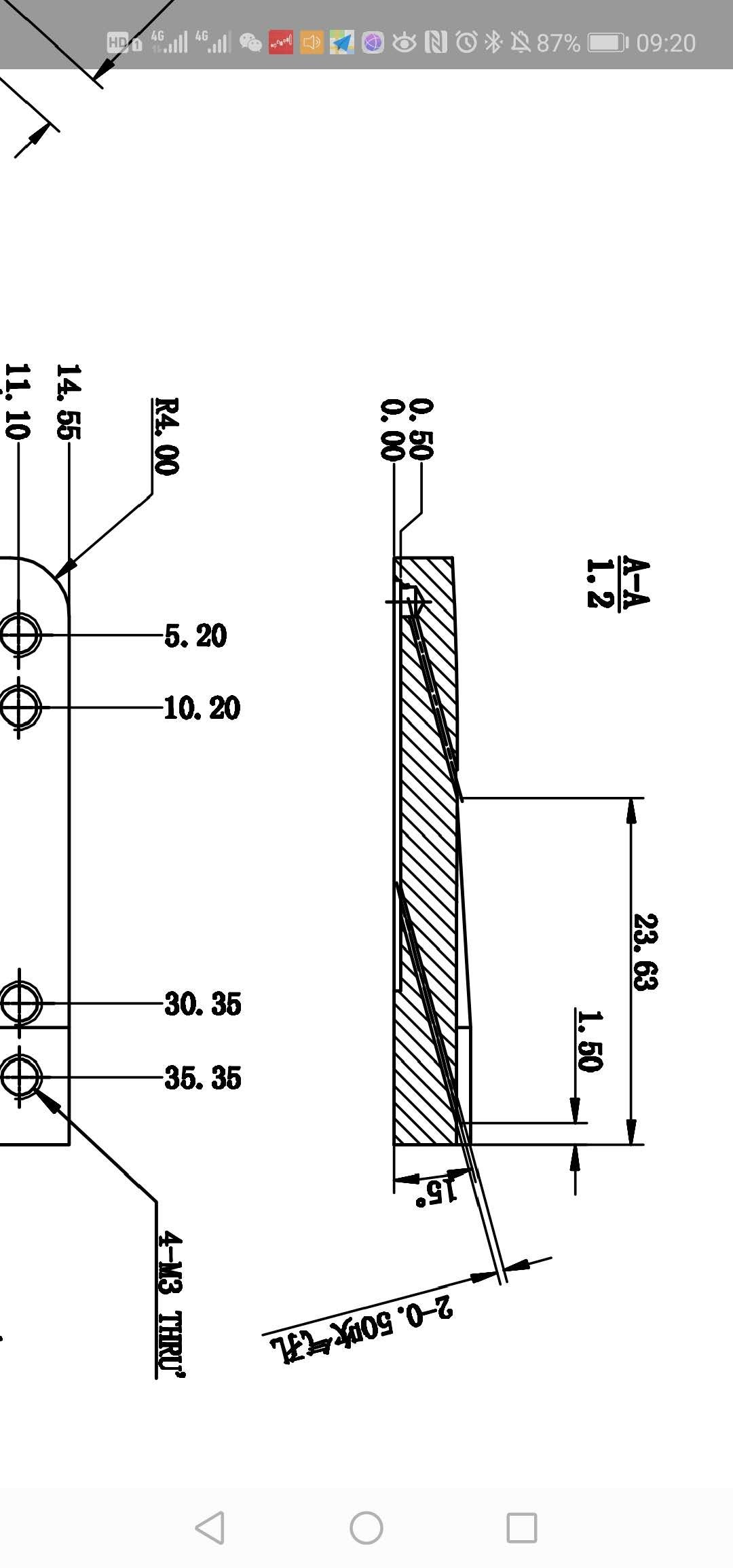
10 φ0.5的孔用什么方式加工最好?
4 个回答
先前经验分享…不喜勿xxx…谢谢
1:fanuc3+2或4+1数控机床,G68.2倾15度定轴,G73深孔钻循环,每次Q量钻径的10分之1=0.05mm(S18k以上/F5~F10)
2:退刀量D(设定在数控器内参数),常态为0.1mm,最好请机械商改设定0.02mm,退多反易断且更费时(退速度是G0)。
3:常态的市售规格品钻头,刃长为径的5~10倍,所以钻了4.8mm深(钢p20),没戏…但有个导位孔。
4:转电火花穿孔机,反而快…因为最小孔径可以到0.3mm,且深度:直径可达300:1
以上分享
穿孔机。。。。。。。。。。。。。。。。。。。。。。。
打孔机打