UG后处理加密后中文乱码解决的一种方法
自己辛辛苦苦写的一些tcl如果不加密就很容易被别人套用,可是加密后会发现tcl里面添加的一些中文后处理是乱码的,这个就很纠结。当然专业的加密工具应该不存在乱码的情况。通过了几天的摸索终于...
- 3
- 1
- 老黄
- 发布于 2020-05-13 13:44
- 阅读 ( 6426 )
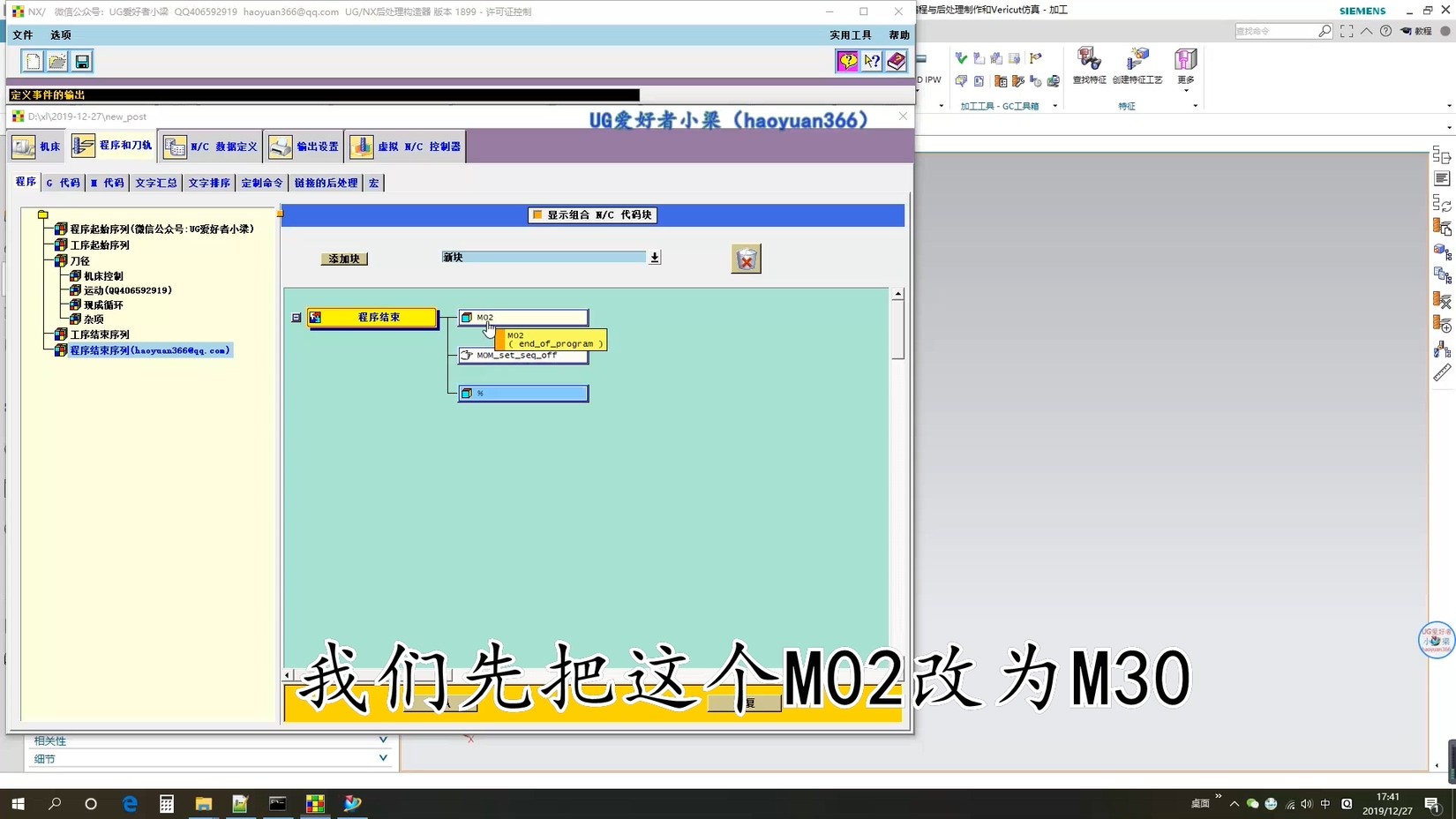
UG后处理如何实现像MasterCAM一样强制换刀的方法
昨天有个后处理学员问我如何让UG像MC那样强制换刀。 大概意思就是,一把刀有多个操作,正常来说就是就第一个操作换刀,后面的因为刀具相同所以不换刀。 而他想后面的操作在需要的时候再换一次...
- 17
- 17
- ZhuaiGG
- 发布于 2020-05-13 11:40
- 阅读 ( 28910 )
CIMCO Edit四轴五轴程序刀路模拟正确设置方法
最近口罩机网红棍很火,四轴机台也加的多,四轴后处理的需求也就大增。 昨晚半夜快1点了,接到一个客户的电话,说四轴后处理方向反了,有问题。 在做这个后处理前时,旋转方向我是有和他确认...
- 105
- 37
- ZhuaiGG
- 发布于 2020-04-08 20:46
- 阅读 ( 104874 )
三轴UG后处理同组不同坐标报警提示,根据夹具偏置和坐标系名称判断!
global mom_operation_name nStep Step mom_operation_name_list mom_mcsname_attach_oprglobal numbersglobal timesglobal ZMLN set ZMLN 0set times 1set Step -1set nStep -1set numbers 0...
- 15
- 16
- 不知道
- 发布于 2020-04-02 13:49
- 阅读 ( 15356 )
分享一个定制使用一年多的三菱UG后处理
本人淘宝定制的已经使用一年多,在论坛里分享过M70atc(1)(1).rar
- 31
- 33
- 有志者,事竟成
- 发布于 2020-02-24 17:28
- 阅读 ( 15995 )
分享一个安全可靠的UG NX四轴编程后处理
发那科、三菱系统通用 攻丝以G95格式,攻丝防螺距给的太大。自动识别四轴加紧松开。具备防出五轴程序等等功能,其它就不一一介绍了,待大伙们自己去发掘······
- 50
- 90
- 風華無恙
- 发布于 2020-02-02 13:53
- 阅读 ( 37812 )

NX1899最新的在线编程加工后处理库
About Post Hub Current Build: 1.0.0 © 2019 Siemens Industry Software Inc.
- 2
- 0
- 阿man
- 发布于 2019-12-26 15:25
- 阅读 ( 9605 )
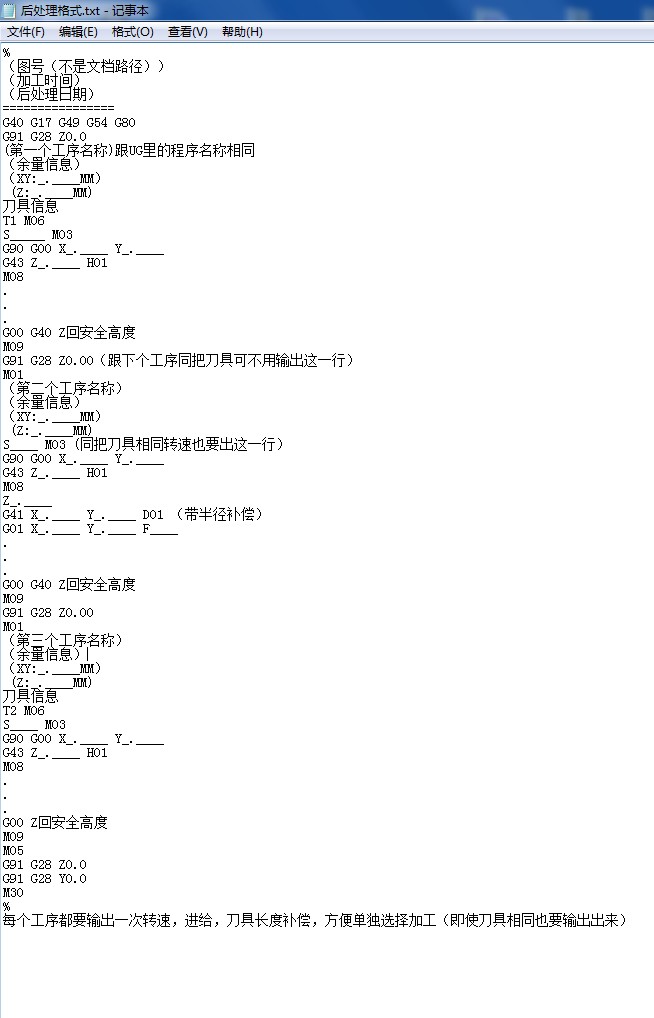
NX后处理一个坐标系输出多个工件坐标系的解决方案
NX后处理一个坐标系输出多个工件坐标系 一般处理这样的程序,大多数分为两种:建立多个相同坐标系,然后给不同的夹具偏置。还有一种方法就是手动修改。 ...
- 18
- 5
- 安周
- 发布于 2019-12-22 17:29
- 阅读 ( 15631 )
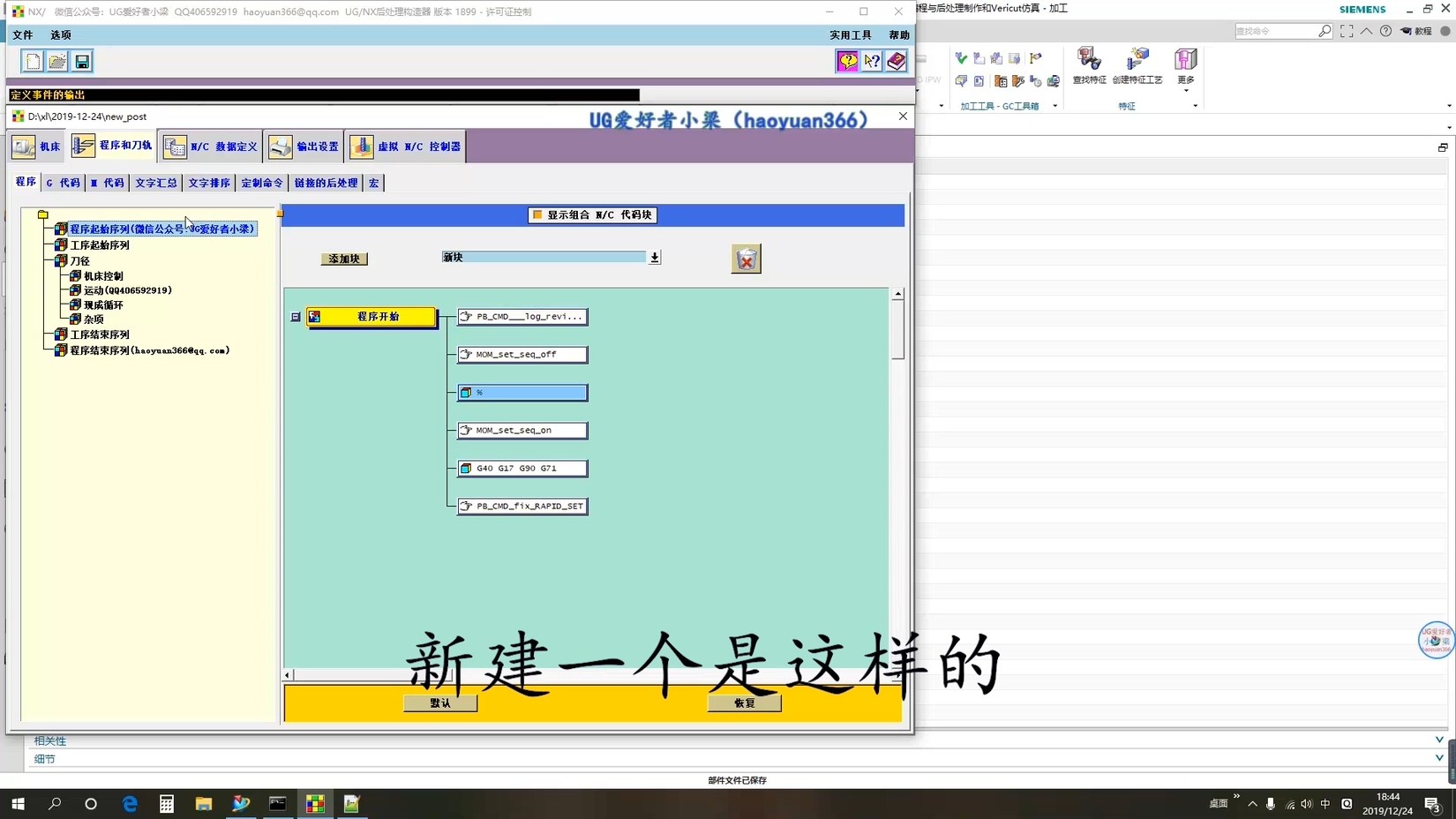
UG NX后处理程序头任意取名Oxxxx,并只输出prt部件名(无路径及后缀)
灵感,源于 梁工(UG 爱好者 小梁),感谢!
- 14
- 8
- 右手笛卡尔坐标系
- 发布于 2019-10-18 21:39
- 阅读 ( 18098 )
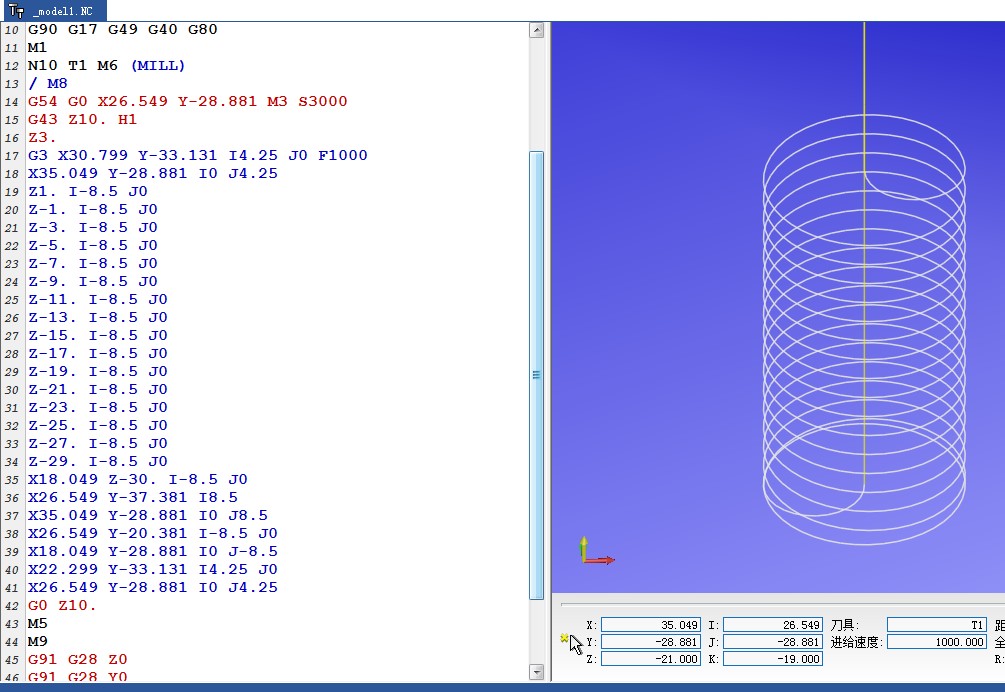
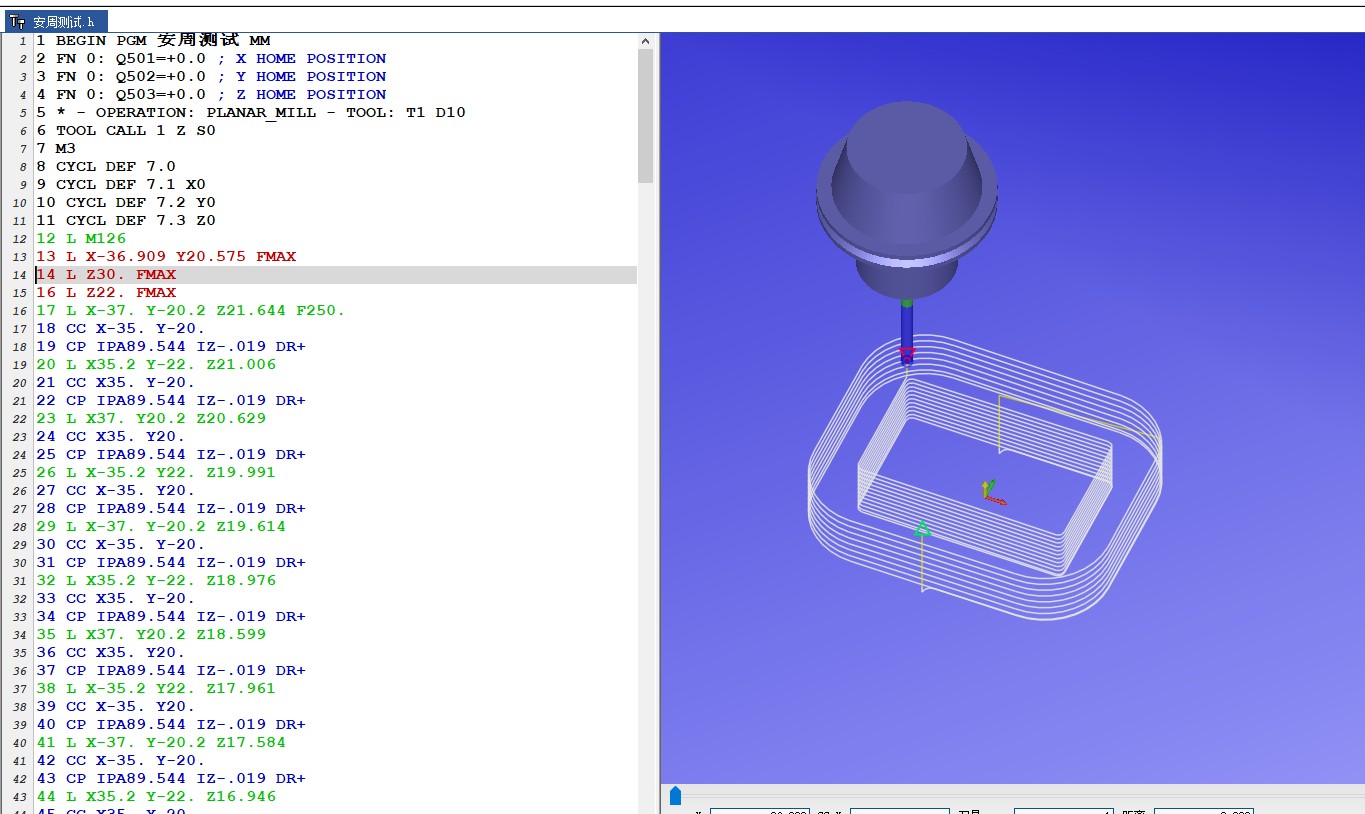
UG NX后处理去掉多余螺旋铣孔X Y坐标的方法
理论上I-8.5 J0 这几行都可以省略掉,以前手工编程铣螺纹都是简化编程,感兴趣的朋友可以试下。
- 17
- 2
- 右手笛卡尔坐标系
- 发布于 2019-10-18 21:15
- 阅读 ( 15204 )