




首先把你这个斜面上所用刀具装夹好,装一把十毫米洗刀作为基准刀,长度随意。
然后在没装万能角度头之前,把你所用刀具与基准刀之间的长度落差依次测量出来,并把这个值输入长度补偿里面。
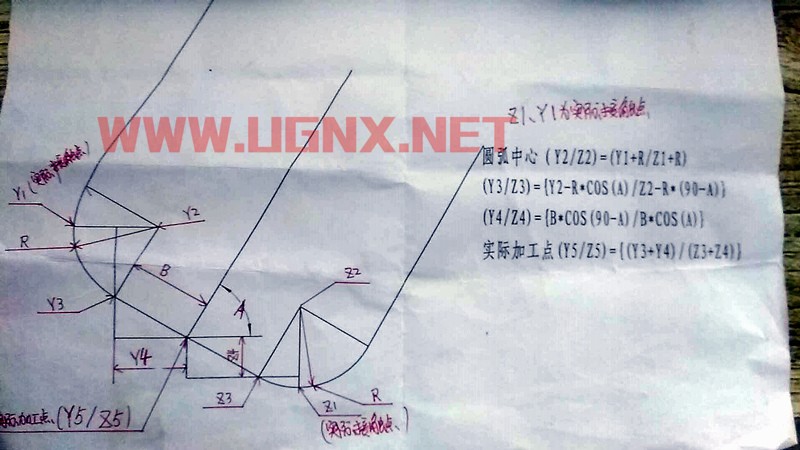
然后将角度头手动转到你所需角度,装入十毫米基准刀进行对刀(实际对刀点与刀具刀位点之间的xyz三个方向的距离通过三角函数算出,或通过软件画出测量。
将此刀轴状态下的机械坐标记入g54,之后几把刀都是在该点的基础上进行补偿出新的机械坐标记入g55,关键在于要补偿的数值是多少,这个可以通过之前测出的每把刀的长度落差值在该刀轴状态下沿xyz投影通过三角函数算出距离,把这个距离加到g54中产生新的机械坐标并记入g55,也就是说每把刀装上后g55坐标系都会变化,g54是不用动的,程序当中就用g55。
可以通过宏程序按这个中心思想用系统参数组织起来就好啦)批量生产只用首件每把刀对一次刀,之后只需手动装上启动程序即可。



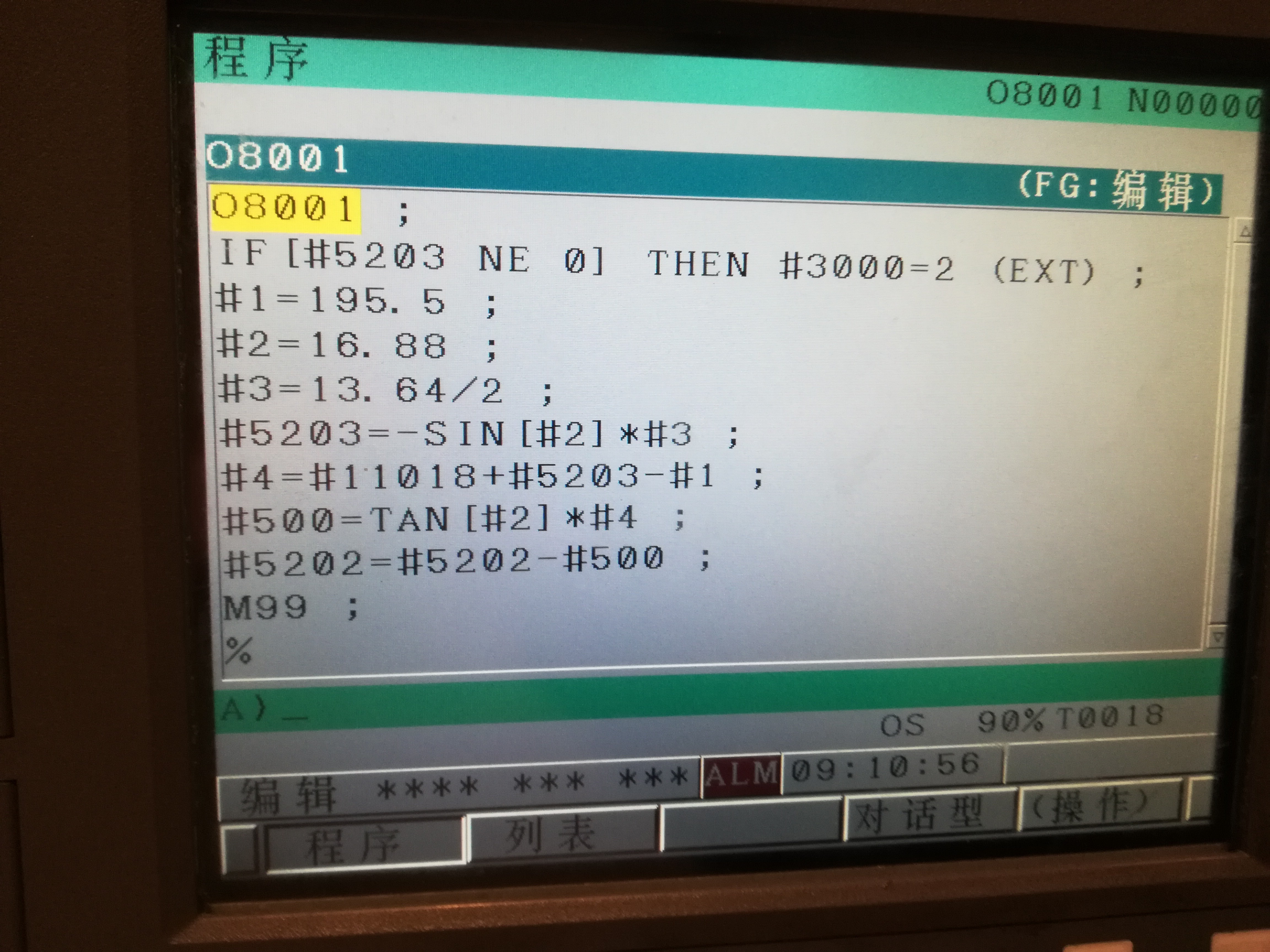 扔一个
扔一个