




我想问一下,能不能是竖直对刀以后然后再转动分度头,如果可以的话,我就有办法用宏程序钻孔,铣孔等(但不晓得能不能攻丝)
50 求万能角度头(侧铣头)对刀方法和刀具长度补偿宏程序(具体)
17 个回答
试试用G18平面加G68
是否是在一个圆管内壁上加工形状,且内壁不破,所以要用到侧铣头加四轴加工。
西门子840D系统的 可以先确定铣头到铣头回转中心的距离 然后再把刀具长度打表确认 全部用偏置就可以了
擅长:NX软件
正如楼上所说的,题主应该描述清楚,采用什么样的侧铣头(角度头),然后在什么系统下使用,是三轴还是三+N轴。
看网友提供的照片:




如果觉得我的回答对您有用,请随意打赏。你的支持将鼓励我继续创作!

这个东西需要利用软件画一下角度头刀具的实际角度,以及直径,就可以测量出对刀点和实际刀尖点的距离了,另外也可以用公式算就比较麻烦些了,也可以做一个角度头计算的EXCEL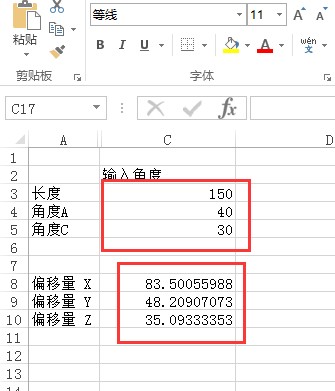 ,方法比较多啊,当然了最好是直接有这种角度头后置更轻松,还可以在侧面使用G02,G03,以及钻孔循环,我这里可以定制各类型角度头后置的18660257691,有需要的老板可以来了解。
,方法比较多啊,当然了最好是直接有这种角度头后置更轻松,还可以在侧面使用G02,G03,以及钻孔循环,我这里可以定制各类型角度头后置的18660257691,有需要的老板可以来了解。
首先要确定侧铣头的刀具一定要垂直于加工面,即侧头的旋转角度和工你摆件的角定一致。然后利角坐标系旋转,把工件要加工面的旋转角度(斜度)设成坐标系旋转的角度。此时的刀具进给轴的方向是垂直于加工面的,批量的加工件做好工装定位,对刀时手动摇手轮,将首件的三个坐标值确定,就可以编程加工了。