 扔一个
扔一个
50 求万能角度头(侧铣头)对刀方法和刀具长度补偿宏程序(具体)
17 个回答
首先要确定侧铣头的刀具一定要垂直于加工面,即侧头的旋转角度和工你摆件的角定一致。然后利角坐标系旋转,把工件要加工面的旋转角度(斜度)设成坐标系旋转的角度。此时的刀具进给轴的方向是垂直于加工面的,批量的加工件做好工装定位,对刀时手动摇手轮,将首件的三个坐标值确定,就可以编程加工了。
首先把你这个斜面上所用刀具装夹好,装一把十毫米洗刀作为基准刀,长度随意。
然后在没装万能角度头之前,把你所用刀具与基准刀之间的长度落差依次测量出来,并把这个值输入长度补偿里面。
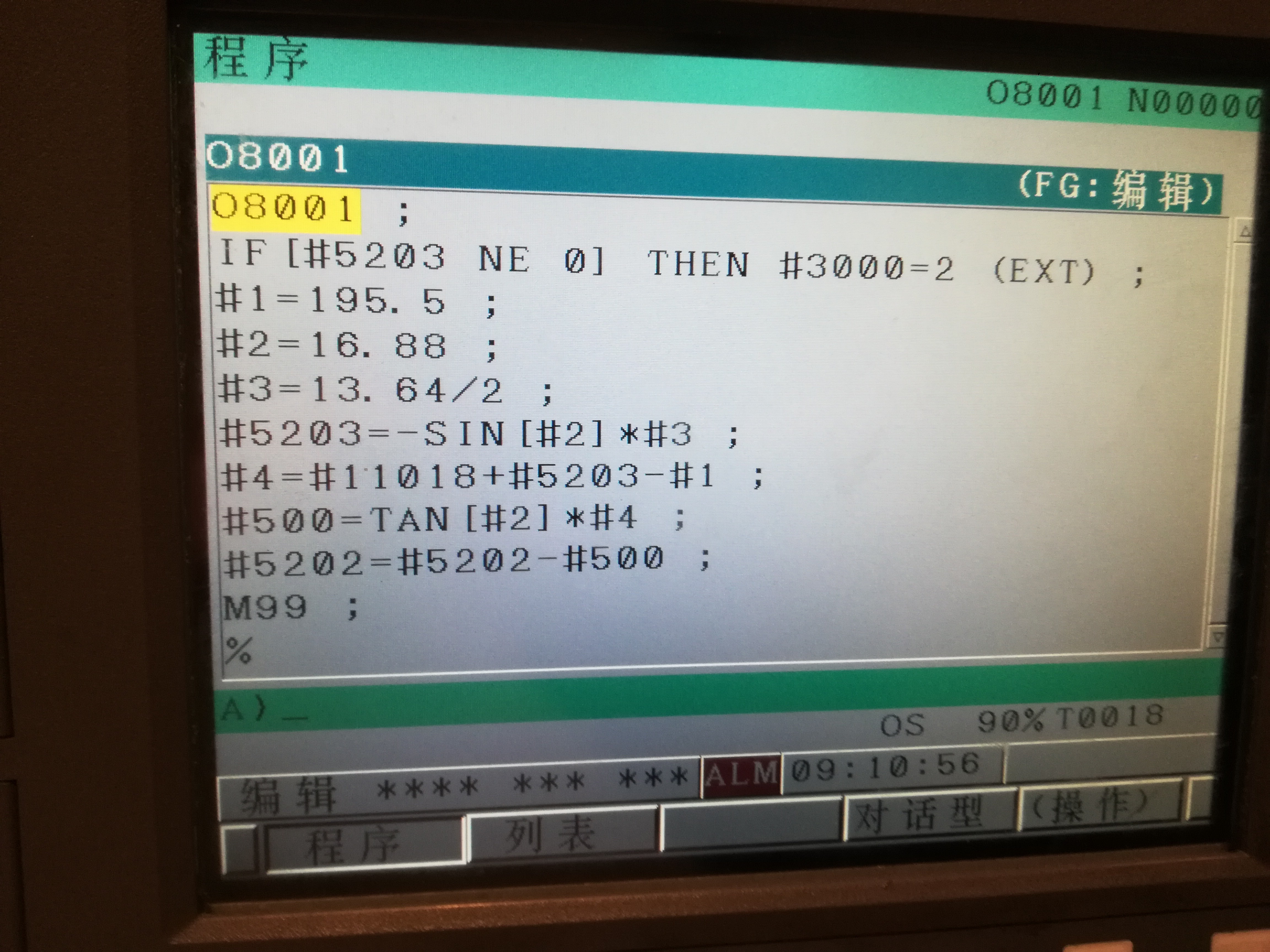
然后将角度头手动转到你所需角度,装入十毫米基准刀进行对刀(实际对刀点与刀具刀位点之间的xyz三个方向的距离通过三角函数算出,或通过软件画出测量。
将此刀轴状态下的机械坐标记入g54,之后几把刀都是在该点的基础上进行补偿出新的机械坐标记入g55,关键在于要补偿的数值是多少,这个可以通过之前测出的每把刀的长度落差值在该刀轴状态下沿xyz投影通过三角函数算出距离,把这个距离加到g54中产生新的机械坐标并记入g55,也就是说每把刀装上后g55坐标系都会变化,g54是不用动的,程序当中就用g55。
可以通过宏程序按这个中心思想用系统参数组织起来就好啦)批量生产只用首件每把刀对一次刀,之后只需手动装上启动程序即可。
我想问一下,能不能是竖直对刀以后然后再转动分度头,如果可以的话,我就有办法用宏程序钻孔,铣孔等(但不晓得能不能攻丝)
手动的万能铣头,需要确认你转的角度是否是实际需要的角度。方法是角度头上装上主轴检棒,下方架上表,用G68.2走检棒这段距离,直至调整至需要的角度。对刀看你在哪个平面,如G18平面,钻孔方向是Y+,X轴其实好对,跟三轴没有区别。最主要的是你不知道Z轴的高度,方法是:下方做一块带角度的块(跟你旋转角度一致,),将Z轴设定器放在块上,然后用刀具去碰Z轴设定器(跟平面上时一样),Z轴清零,然后抬刀需要加工的位置,减去角度块跟Z轴设定器的高度,将Z轴设入工件坐标系。最后是Y轴,可以看成是刀长,将Y设在刀具长度补偿H里就可。
我看了还有人写宏啊,测刀长啊!其实很简单如果直接对,算出刀位点即可。直接像立轴对刀,程式按立轴矢量出即可。 很简单… 不复杂。
其实对刀只需要一个陶瓷球做基准就行了。坐标偏置是G68
这个我们曾经做过实验。比较保守的办法就是是把摆长测出来,然后摆正刀具垂直于XY平面正常对刀 对完刀再摆到要加工的角度 通过五轴编程指定刀轴矢量 再根据测出的摆长构造一个双摆头五轴后处理 把程序处理出来
最后改下程序头 把程序头多余A C或B C轴的转动角度
如:A45 C0 这组代码删除 (因为手动摆的角度所以不需要这组代码)
不要把简单的问题复杂化了,其实很好理解的,正90度的不用说了吧!选择相应的G18或者G19平面即可,非90度的可以使用坐标旋转G68,旋转完后把机床看成为零件垫斜了,机床还是正的。(相对运动知道吧!也就是说这时候你运动 X轴,并不是机床的X轴在运动,而是XYZ三轴联动走的,如果你角度铣头和旋转的角度一致,那么只看刀具的话就相当于刀具走的是一个直线的X轴,)对刀也很简单,工装用过吧!你就认为现在是把零件垫斜了,
机床没有加角度头。你用工装垫活时怎么对的刀你现在还怎么对,一样的。记得加坐标旋转。用完角度头,记得取消角度旋转。(我以前犯过这种错误,用完忘记关坐标旋转,PS:我以前开的就是8米龙门铣,不过是西门子系统,这种角度头经常用。)
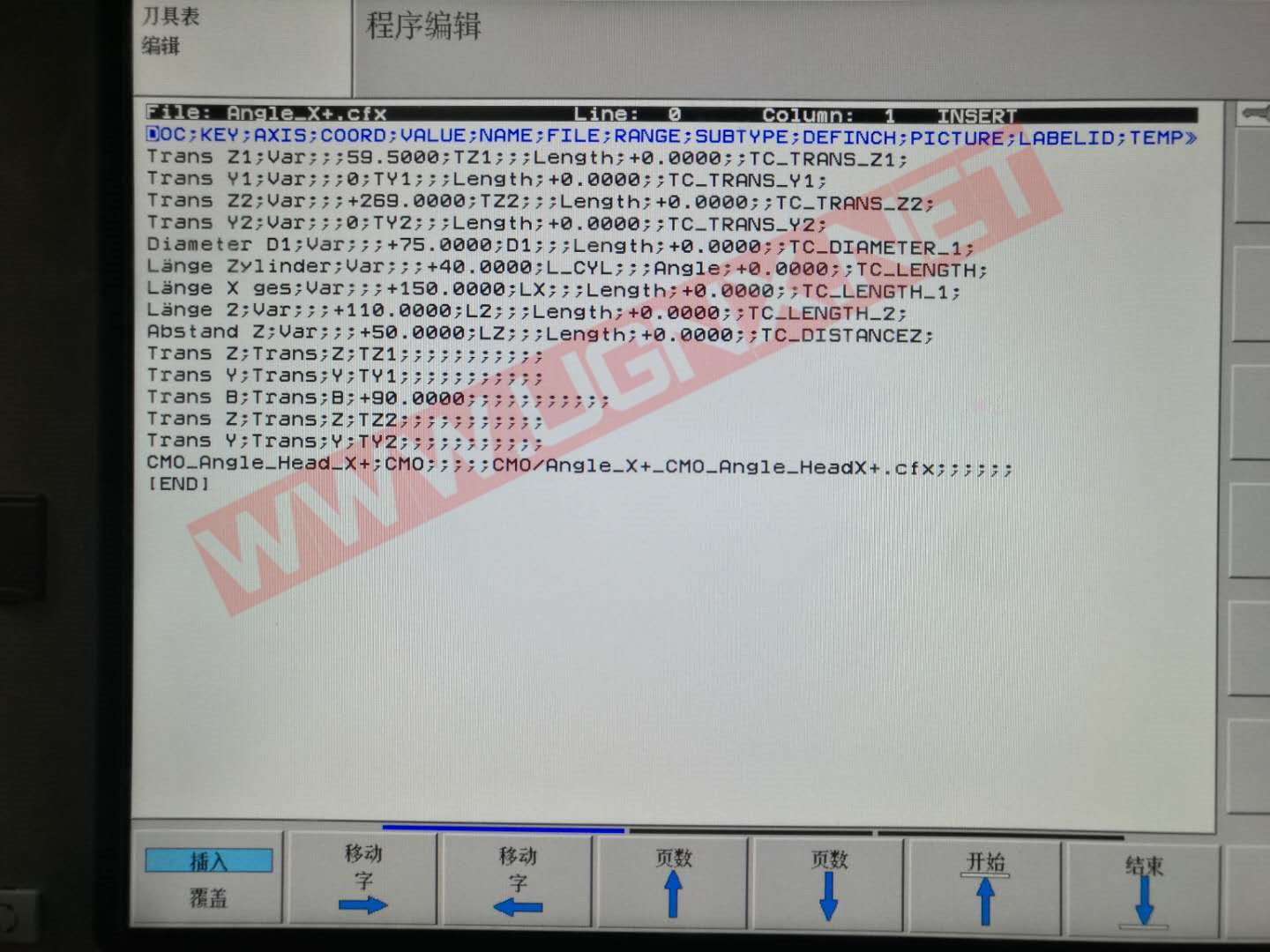
这个应该先确定是哪种类型的角铣头,如果是使用定轴加工(3+2)比较容易计算!我们现在正在使用角铣头,型号是:米克朗HPM1850,在海德汉530系统中使用内置程序计算偏置和角度。如果使用联动的角铣头,使用宏程序应该可以解决!
现在是把角铣头作为运动部件添加到控制系统里,控制系统自动计算长度补偿和偏置角度。